华磊(嘉兴)智能科技 有限公司,浙江省嘉兴市, 3 14000
摘 要:本文主要从研究背景、技术原理、技术优点等方面对我司研发的一种高速定位铣槽机进行研究讨论,该产品主要在钻孔加工这一工作过程进行创新改进,从而创造出工作效率更好、定位更加准确的装置。
关键词:铣槽机;钻孔
技术背景
无油衬套是一种具有承载能力高,耐冲击,耐高温,自润能力强的特点,适用于重载低俗,往复或摆动等难以润滑和形成油膜的场合,而在加工制造无油轴承时,通常会进行铣槽这道工序,而铣槽机是一种常规的加工机构,铣槽机主要用于自动车床后续的二次加工工艺,可通过改装后实现铣扁槽等工艺,也可加装钻孔,倒角、外圆磨等工艺,也称为复合专用机床。也可用于各种金属材料,塑胶材料等非标金属材料的铣槽。目前企业使用的高速定位铣槽机一般都没有对待加工无油衬套进行检测,加工一致性得不到保证,使得加工效 率低,废品率高,且都是一次只能加工一件无油衬套,工作效率很低,取出成品时需要工人手动取出,具有一定的安全隐患,并且达不到对于高精度的加工要求。因此笔者认为需要一种更加科学实用的高速定位铣槽机来解决上述问题。
高速定位铣槽机原理
2.1技术方案
本次研究的目的是提供高速定位铣槽机,能够使得钻孔加工过程更加简便安全。 为了能够实现上述的研研究目的,笔者进行了以下的技术方案:
高速定位铣槽机,包括机架、进料机构、送料机构和高速定位铣槽机构,所述机架包括工作台和支架,所述支架将工作台支撑并包裹,所述工作台上设有触控显示屏,所述送料机构位于工作台中部,所述送料机构包括送料转盘、模具工装、电机和下料部分,所述送料转盘位于送料机构中间,所述送料转盘中部设有安装孔,所述送料转盘下方设有电机,所述电机连接传动装置,所述传动装置与送料转盘连接,所述送料转盘下方还设有两根废料管和一根下料管,所述废料管的直接小于加工无油衬套的直径,所述下料管的直径大于加工无油衬套的直径,所述送料转盘上方设有若干个模具工装,所述工装模具为中间设有圆形通孔的正方体结构,所述模具工装内部设有两块夹块,所述夹块通过弹簧连接,所述弹簧向外延伸两根支撑杆,所述支撑杆上连接弹簧连接块,所述弹簧连接块内侧面为弧形设计,所述送料转盘下方还设有两个顶料气缸,所述顶料气缸连接进料推送杆,所述推送杆连接顶料板,所述顶料板左侧为弹簧连接块。
进料机构位于送料结构左右侧,所述进料机构包括平送机、进料部分和光电检测定位开口缝装置,所述平送机上分设有两个进料轨道,所述平送机上方设有固定支架,所述固定支架包括两个垂直支架和上支架,所述两个垂直支架上设有光电检测定位开口缝装置,所述上支架后侧还设有限位杆,所述上支架两侧设有滑行轨道,所述滑行轨道上方连接滑动板,所述滑动板底部安装两个滑块,所述滑块与滑行轨道配合,所述滑动板中部连接连接块,所述连接块后侧安装滑动气缸,所述连接块上安装垂直气缸,所述垂直气缸延伸一根推送轴,所述推送轴与下方连接第二安装板,所述第二安装板后侧两端均安 装滑块,所述滑块与垂直滑道连接,所述垂直滑道安装在垂直安装块上,所述垂直安装块通过螺栓连接固定与上支架,所述第二安装板两侧均连接进料部分,所述进料部分包括第一气缸安装板,所述第一气缸安装板与第二安装板连接,所述第一气缸安装板上方安装第一气缸,所述第一气缸下方连接气动回转接头,所述气动回转接头下方连接夹爪气缸,所诉夹 爪气缸下方连接夹爪,所述第二安装板左右两侧设有两个进料部分,所述进料部分形状大小结构一致。
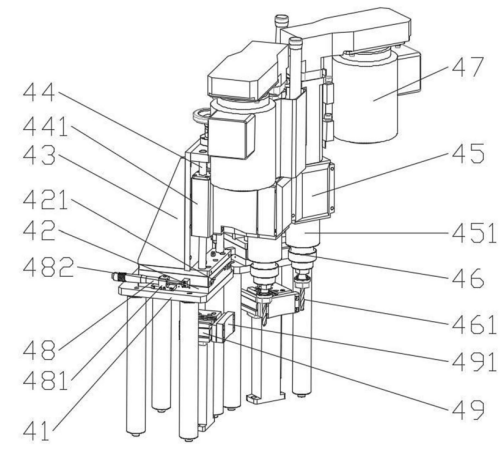
送料机构右侧设有高速定位铣槽机构,所述高速定位铣槽机构包括铣槽底座,所述铣槽底座有两个,所述两个铣槽底座上分别设有打孔机,所述打孔机包括底板,所述底板上设有横向滑道,所述横向滑道上方连接设有横向滑块的连接板,所述连接板上方连接底板,所述底板正面设有纵向滑轴,所述纵向滑轴上设有纵向滑块,所述纵向滑块连接钻头电机固定座,所述钻头电机固定座内设有钻头电机,所述钻头电机下方连接钻头固定座,所述钻头固定座内安装钻头,所述钻头电机固定座上方连接动力头,所述动力头后侧固定于底座,所述横向滑道侧面设有千分尺固定块,所述千分尺固定块上安装平头千分尺,所述横向滑道侧面连接限位块,所述平头千分尺与限位块接触,所述高速定位铣槽机构下方设有两个顶紧气缸,所述顶紧气缸连接顶紧板。
下料管侧面设有下料辅助板,所述下料辅助板上端外表面为弧形设计;下料管下方设有良品下料口,所述良品下料口下方设有输送机;送料转盘上的工装模具为八个;工作台上设有触控屏,所述触控屏内安装控制系统。
2.2附加说明图
图1 高速定位铣槽机的结构示意

图2 高速定位铣槽机的送料机构的结构示意图

图3高速定位铣槽机的送料机构的结构示意图
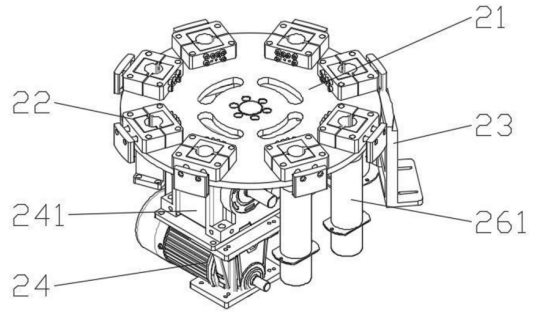
图4 高速定位铣槽机的进料机构的结构示意图
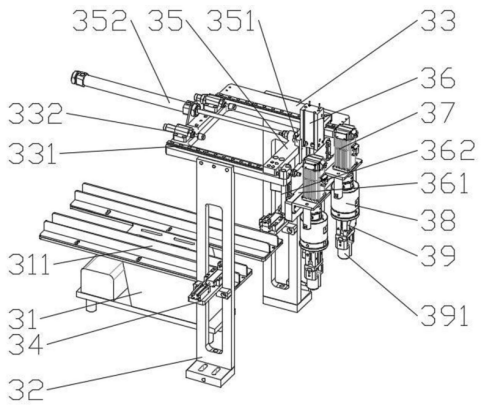
图5 高速定位铣槽机的高速定位铣槽机构的结构示意图
上述图中:1-机架;2-送料机构;3-进料机构;4-高速定位铣槽机构;11-工作台;12-触控屏; 21-送料转盘;22-工装模具;221-夹块;222-弹簧连接块;23-下料辅助板;24-电机;241-传 动装置;25-顶料气缸;251-顶料板;26-下料管;261-废料管;27-良品下料口;28-输送机;31-平送机;311-进料轨道;32-垂直支架;33-上支架;331-滑行轨道;332-限位杆;34-光电 检测定位开口缝装置;35-滑动板;351-垂直安装块;352-滑动气缸;36-垂直气缸;361-垂直 滑道;37-第一气缸;38-气动回转接头;39-夹爪气缸;391-夹爪;41-铣槽底座;42-底板; 421-横向滑道;43-底座;44-纵向滑轴;441-纵向滑块;45-钻头电机固定座;451-钻头电机; 46-钻头固定座;461-钻头;47-动力头;48-平头千分尺;481-千分尺固定块;482-限位块; 49-顶紧气缸;491-顶紧板。
2.3具体实施方式
为了使本产实现的技术手段、创作特征、达成目的与功效易于明白了解,下面笔者将结合图示与具体实施例,进一步阐述本产品。
如图1-图5所示,本发明提出的高速定位铣槽机,包括机架、进料机构、送料机构和高速定位铣槽机构,机架包括工作台和支架,支架将工作台支撑并包裹,工作台上设有触控显示屏,送料机构位于工作台中部,送料机构包括送料转盘、模具工装、电机和下料部分,送料转盘位于送料机构中间,送料转盘中部设有安装孔,送料转盘下方设有电机,电机连接传动装置,传动装置与送料转盘连接,送料转盘下方还设有两根废料管和一根下料管,废料管的直接小于加工无油衬套的直径,下料管的直径大于加工无油衬套的直径,送料转盘上方设有若干个模具工装,工装模具为中间设有圆形通孔的正方体结构,模具工装内部设有两块夹块,夹块通过弹簧连接,弹簧向外延伸两根支撑杆,支撑杆上连接弹簧连接块,弹簧连接块内侧面为弧形设计,送料转盘下方还设有两个顶料气缸,顶料气缸连接进料推送杆,推送杆连接顶料板,顶料板左侧为弹簧连接块。
进料机构位于送料结构左右侧,进料机构包括平送机、进料部分和光电检测定位开口缝装置,平送机上分设有两个进料轨道,平送机上方设有固定支架,固定支架包括两个垂直支架和上支架,两个垂直支架上设有光电检测定位开口缝装置,上支架后侧还设有限位杆,上支架两侧设有滑行轨道,滑行轨道上方连接滑动板,滑动板底部安装两个滑块,滑块与滑行轨道配合,滑动板中部连接连接块,连接块后侧安装滑动气缸,连接块上安装垂直气缸,垂直气缸延伸一根推送轴,推送轴与下方连接第二安装板,第二安装板后侧两端均安装滑块,滑块与垂直滑道连接,垂直滑道安装在垂直安装块上,垂直安装块通过螺栓连接固定与上支架,第二安装板两侧均连接进料部分,进料部分包括第一气缸安装板,第一气缸安装板与第二安装板连接,所述第一气缸安装板上方安装第一气缸,第一气缸下方连接气动回转接头,气动回转接头下方连接夹爪气缸,夹爪气缸下方连接夹爪,第二安装板左右两侧设有两个进料部分,进料部分形状大小结构一致。
送料机构右侧设有高速定位铣槽机构,高速定位铣槽机构包括铣槽底座,铣槽底座有两个,两个铣槽底座上分别设有 打孔机,打孔机包括底板,底板上设有横向滑道,横向滑道上方连接设有横向滑块的连接板,连接板上方连接底板,底板正面设有纵向滑轴,纵向滑轴上设有纵向滑块,纵向滑块连接钻头电机固定座,钻头电机固定座内设有钻头电机,钻头电机下方连接钻头固定座,钻头固定座内安装钻头,钻头电机固定座上方连接动力头,动力头后侧固定于底座,横向滑道侧面设有千分尺固定块,千分尺固定块上安装平头千分尺,横向滑道侧面连接限位块,平头千分尺与限位块接触,高速定位铣槽机构下方设有两个顶紧气缸述顶紧气缸连接顶紧板。
下料管侧面设有下料辅助板,下料辅助板上端外表面为弧形设计。 下料管下方设有良品下料口,良品下料口下方设有输送机。送料转盘上的工装模具为八个。工作台上设有触控屏,触控屏内安装控制系统。
高速定位铣槽机优点
相较于之前的技术,本产品创新了很多地方,从而具有了之前技术所缺少的一些优点,具体如下:
第一:光电检测部分和气动回转接头,可以检测待加工无油衬套放置角度,而气动回转接头可以使得夹爪进行360°的无限旋转,使得每一件无油衬套加工的位置都能相同,使得加无油衬套的一致性得到保证。
第二:两个进料夹爪,两个钻头同时工作,使得工作效率大大提高。
第三:在送料转盘下方设置废料管和下料管,使得钻孔机在工作时产生的废料 能够及时排除,不会影响后续工作,下料管的设置则使得工人操作更加简便安全。 在铣槽底座下方设置顶紧部分,高速定位铣槽机构在加工过程中确保无油衬套不会偏移,工作性能更加稳定。
第四:平头千分尺的设置,使得在钻头定位上更加精准。
结语
本文主要对一种高速定位铣槽机进行研究,使得新式的铣槽机更便于使用者的,而从带给使用者更好的使用体验,进而提升他们的工作效率。总的来说,这款产品相较于之前的类似同类产品来讲,更适合大众,更适合市场。
参考文献
[1]沈培庆. 铣槽机在地下连续墙入岩成槽施工中的应用[J]. 建筑施工, 2014, 36(9):3.
[2靳惠敏, 薛引慧. 数控仿形铣槽机床仿形系统的设计与改造[J]. 航天制造技术, 2007(5):5.
[3宋刚. 连续墙铣槽机铣轮优化设计试验研究[D]. 中国地质大学(北京), 2012.
2

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



