关键词:人造大理石板材;多层固化压机;设计与研制
1概述
随着现代建筑业的蓬勃发展,对装饰材料提出了轻质、高强、美观、大幅面、多品种的要求,人造饰面石材就是在这种形势下出现的。
国外人造大理石制造业已经有30多年的发展历史,我国近十年才刚刚兴起,但是发展迅速,目前我国人造大理石板材以聚酯型人造大理石板材为主,是以不饱和聚酯为粘结剂,与石英砂、大理石、方解石粉等搅拌混合,真空铺装预压成型,在一定温度(约110℃)和压力下,使固化剂产生固化作用,经冷却、切边、抛光等工序而制作而成。
由于人造大理石板材组成中含有92%以上的天然大理石,因此保留了天然石高贵、典雅的特性,更具有色泽艳丽、颜色均匀、尺寸精确、光洁度高、抗压耐磨、透气性好、环保的特点、它重量轻、强度高、耐腐蚀、耐污染、施工方便、花纹图案可人为控制,是一种国际流行的绿色环保装饰材料。市场需求量越来越大。
该生产线装备主要由原料配制系统,称量布料系统、搅拌混料系统、真空铺装压预压成型系统、多层热固化系统、冷却输送后处理系统、电气控制系统等组成。
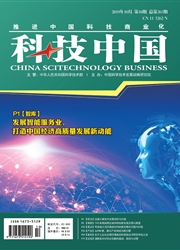
为适应石材行业对人造大理石板材生产设备的日益高效质优的需求,昆山登云科技职业学院,昆山永茂机械制造有限公司经过广泛的市场调查,联合开发,共同功关,应用多层压机成熟的技术,综合国内外先进技术,成功设计研制出生产市场所需的12~15层大幅面人造大理石板材多层固化压机(也称固化炉)机组,具有快速装、卸板,快速固化,装板和固化同时进行,产品平整不变形等特点,满足了市场对产品的要求,取得了较好的经济效益和社会效益。(见图1)
图1人造大理石多层固化压机机组外形图(未加保温罩的状态)
2主要技术参数
2.1热压板规格:1680X3600X40mm;
2.2工作层数:15~18层;
2.3每层热压板打开距离:80mm;
2.4压板举升油缸:φ50X150,4个;
2.5吊笼升降油缸φ150X3000,4个;
2.6液压系统压力:63kgf/cm2;
2.7加热介质:导热油;
2.8固化温度:110℃;
2.9固化周期:1小时;
2.10电机总功率:15KW;
3功能和结构
多层固化压机机组(也称固化炉)是人造大理石生产线的关键设备之一。
其工作原理是由升降油缸把吊笼中的每层加热固化合板依次提升至与传输皮带同一个水平高度,合板打开,推板机把压制好的石英石毛坯板的推进进行装板,同时将固化好的成品板推出,合板闭合,开始固化,待每一层合板都装完板坯即完成一个生产周期。
该机组为板式导热油介质加热,石英石每片毛坯板由上下两片加热板夹住固化,利用上层压板的自重施加一个固定的压力于板坯上,可有效地加速石英石毛坯板固化,节约能源消耗,防止变形,提高制造石英石板质量。并由升降机构把每个加热板传输和皮带一个水平,以便于推板机把压制好的石英石毛坯板的推进和固化板的推出。垂直升降,智能控制,节省场地.
本机组主要由进出板输送机构、机架、升降吊笼、上下热压板、液压系统、导热油加热系统、电控系统等部件组成。
3.1进出板输送机构主要负责将毛坯板推送至压机吊笼的热压板之间,同时将已固化好的板坯推出送至出板机。
3.2机架采用可拆连接的形式,主要构件由型材焊接而成,方便运输和组装;
3.2升降吊笼可升降,用来放置热压板,每层放置两片压板,逐层装板;
3.3热压板每层由两片压板组成,下层压板固定于吊笼上,上层压板可以上升或下降,以便夹持板坯进行固化,热压板由导热油介质加热,每片石英石毛坯板由上下两片恒温加热板夹住固化。
3.4热压板导热油加热系统每层压板采取双进双出的导热油循环方式,加热效率高,固化速度快。
3.5液压系统吊笼升降采用4个柱塞油缸,每层的上层热压板的升降采用4个活塞式小油缸实现。同时,考虑到压板的举升过程中防止4个油缸升降速度不一致造成的不平衡,我们增加了平衡阀,使压板的升降4个角速度一至。
3.6电控系统
该机电气控制采用PLC加人机界面(触摸屏)加变频控制,人机界面用于各种参数的输入和人机信息的指示,动作循环主要包括:设定热压板温度,控温,吊笼升降,压板打开,出板、装板、闭合,换层进、出板,如此往复,完成一个循环周期,控制原理图如下:
基金项目:2017年江苏省大学生创新创业训练计划项目(项目编号:201713963006Y)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号