中铁广州工程局三公司 广东省肇庆市 526000
【摘要】 随着交通建设的发展,各种隧道在公路和铁路的建设中占的比重越来越大,隧道渗、漏水的防治也成为隧道施工中需要着重考虑的问题。目前公路、铁路隧道设计中普遍采用在初期支护和二次衬砌之间设防水板的办法作为衬砌防水的主要手段,在实际施工过程中由于现场操作空间有限,工艺较落后,防水板施工质量仍是隧道防排水质量好坏的一项重要指标。本文结合中铁广州工程局磨万铁路第Ⅱ标段努瓦山隧道防排水施工实例,通过采用满天星激光定位仪、电磁焊枪等新创新技术措施,进一步加强隧道防水板施工质量,保证隧道施工及运营安全。
【关键词】铁路;防水板;电磁焊枪
隧道发生渗漏水的主因是防水板施工过程中完整性被破坏或者防水板搭接焊不 合格造成的。分离式防水板先铺土工布(缓冲层),再铺 EVA 防水板。防水板搭接宽度不小于 15cm,采用双缝热熔爬焊机焊接。土工布固定采用和防水板同材质垫圈,防水板和垫圈连接的传统方式为电热压焊器热熔焊接工艺或者超声波焊接工艺,电热压焊器或者超声波焊接器热熔焊受防水板、热熔垫片熔点影响较大,作业人员难以把握热熔时间和压焊力度,焊焦、焊穿、焊接不牢固成为常见质量通病,从而防水板无法与围岩密贴,易造成二衬厚度不足或二衬背后脱空、不密实现象。
防水板垫圈与防水板的焊接采用电磁焊接技术焊接连接,替代原有的超声波焊接技术和热熔焊接技术,随着接触焊接时间,防水板不会出现焊透,保证防水板焊接牢固,杜绝焊穿、焊透。
隧道防水板与热熔垫圈固定热熔焊接采用电磁焊接,焊接的焊缝强度完全满足设计要求,焊接质量可靠、稳定性高、操作简便易行。相对于超声波点焊工艺,在保证质量的前提下,电磁焊焊接工艺的工作效率可提高一倍以上。
2.2 质量性能好。防水板电磁焊接机的专用防水板电磁焊枪电压 220 伏, 焊接档位设置可调试 8 档,将传统的超声波点焊接改为面焊接,每个垫片焊接时间为 3~4 秒,焊接超过 5 秒时焊接面仍无焊穿现象。电磁焊接工艺具有节省时间、提高质量的效果。
2.3 采用红外线激光和自制“十字”定位架装置进行定位,实现防水板垫圈的快速、精准定位;
安装在作业台架上的机械手适用于各种断面隧道的不同规格的防水板铺设; 电磁 法焊接方法适用于 EVA 防水板与相同材质垫圈的焊接。
防水板电磁焊接机是基于塑料高频加热电磁热熔的技术技术研发的新一代防水板电磁焊接技术,电磁焊接是利用能达到熔化温度的电感能量连接热塑性制件的方法。防水板电磁焊接机的专用防水板电磁焊枪电压 220 伏,焊接档位设置可调试 8 档,将传统的超声波点焊接改为面焊接,每个垫片焊接时间为 3~4 秒,焊接超过 5 秒时焊接面仍无焊穿现象。电磁焊接工艺具有节省时间、提高质量的效果。
工艺流程
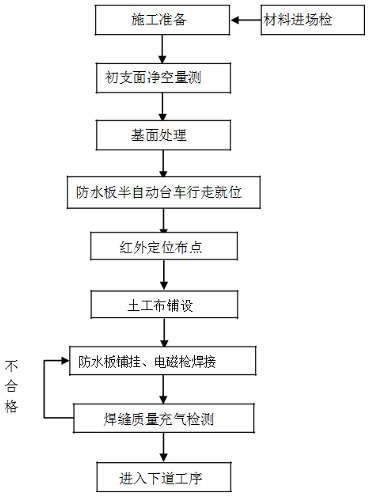 施工工艺流程见图1。
施工工艺流程见图1。
操作要点
图 1 隧道防水板电磁波固定焊接施工工艺流程图
施工准备
1 施工人员、设备配备齐全到位,并对作业人员和操作人员进行技术培训和安全教育。
2 机具、工装设备、材料进场验收合格。
基面检查
防水层铺设前对隧道断面进行仔细检查,切除初期支护后外露的锚杆头和钢筋头;
对喷射混凝土表面进行平顺处理。用细石混凝土对缺陷部位抹平覆盖,基面严重不平 整的要进行混凝土复喷。基面凹坑深宽比应控制在 1/10 以内;深宽比大于 1/10 的凹坑应用细石混凝土填平。
土工布铺设与锚固
利用作业台架将土工布沿隧道内壁展开,用尾部套有热熔垫片的射钉将土工布平顺地锚固到隧道洞壁上,构成防水板铺设基层。热熔垫片材质与防水板相同, 为方便焊接时找到固定点位置,其颜色宜为红色。铺设土工布时,两幅搭接宽度不小于 50mm,铺设效果应平顺、无隆起、无皱褶。锚固采用射钉枪,作为防水板固定点的垫片,采用激光仪定位热熔垫片间距,间距为拱部 0.5m、边墙 0.8m, 呈梅花型布置。为使防水板与热熔垫片焊接时方便操作,固定点应选择在基面平整位置。土工布铺设完成后,根据设计施工图要求安设环向透水盲管,并予以固定。
防水板铺设及电磁焊接固定
焊前准备
准备半桶冷却用水,两条冷却用毛巾。
电磁枪焊接机调试及试焊
①开机:接通电压为 220V、50Hz 的单相电源,打开电源开关,仪器启动需要约 3s 系统自检,在这段时间内操作无效,待芯片电源亮灯再工作。
②仪器调试:芯片电源亮灯后,若将焊接时间设定为 01S80(“焊接时间” 显示器中间一位字母 S 为秒,M 为分钟,H 为小时,工作中只能将中间字母调为S)即为 1.8s,可根据现场防水板的材质与厚度而定。
③试焊确定电流:拿一块小料试焊,观察熔合情况,减少或增加熔合电流, 正常工作在 8.5A 至 9.5A 的位置。
防水板铺设及电磁焊接
防水板对位正确后,从顶部向两侧进行焊接,人工将防水板压至热熔垫片上并保持密贴。
熔焊时由两个工人配合,一个工人负责焊接,一个工人负责压合冷却。第一个工人用左手压合防水板,右手提枪压合开枪至指示灯熄灭后保持 1.5 秒(注意: 保持扳机钩住(接通电源)约 3.5 秒以上,直到 3.5 秒后才松开扳机,禁止三秒内板两次以上)。
第一个工人右手移开电磁枪,左手保持压合热熔片,这时第二个工人右手用湿毛巾压合热熔片后,第一个人才可以把左手移开,开始下一热熔片施工,这样可以快速冷却,达到快速固化热熔片。
效果检查
观察防水板整体焊接效果,如果在焊接后有大面不平、褶皱等情况, 在下一次铺设焊接时及时制定纠正措施。
检查异常焊点,应针对施焊过程中出现的异常焊点进行原因分析,如没焊牢、焊穿防水板等情况。
检查异常故障,应针对施焊过程中出现的异常故障进行原因分析,如一次焊接时间过长、电磁枪突然不工作等情况。
质量标准
《铁路隧道工程施工技术规程》、《铁路铁路隧道工程施工质量验收标准》及铁路总公司现行施工规范、试验规程等。
设计图纸、合同文件。
质量控制
防水层作业台架就位时,必须控制好其横向、纵向停车位置,保证机械手转动 平面与隧道轴线方向基本垂直,铺设的防水板与上一幅搭接尺寸满足要求。
每次从防水板卷轴上释放的长度不宜过长,避免因防水板自重下垂影响焊接质 量。在进行拱部焊接固定前,先用临时门架型钢筋支撑把防水板撑至接近基层土工布 面上,再逐排焊接,待整个拱部全部固定完成后统一拆除临时钢筋支撑。
焊接时,枪头应始终与防水板面垂直。按压防水板至垫片的手不宜松开开,避免在焊点间形成皱褶。
电磁法焊机主要焊接参数如触发时间、熔接时间、固化时间等应根据产品说明书进行设置,已设置的参数不宜随意调整。必须调整时,应通过焊接工件试验检测确 认。
松弛度控制:防水板松紧应适度并留有余量,一般设计周长和铺设长度按 4:5 比例预留。
防水板卷材整卷在机械手上应安置稳固、可靠。
操作机械手的人员应与固定防水板的人员紧密联系,操作熟练。
电磁法焊机主机箱放置在台架上固定位置处,防止坠物砸坏或碰撞损伤。
高空操作人员需系安全绳,防止高空坠落。
及时检查机械手用油情况和电机工作状态,更换的费油必须妥善处理; 电机工 作出现异响时应及时处理,不能带病作业,避免增加电力消耗。
充分利用机械手连续铺设的优势,减少对防水板的切割次数,避免余头浪费, 减少了固体废弃物排放。不能用的边角料,包括土工布等废料,集中妥善处理。
防水板铺设减少作业人员 3 名,按每名工人月工资 3000 元计算,一个作业面 每月可节约人工费 9000 元。
电磁焊机一次性投入较大,但设备使用寿命长,按每月 10 组二衬(总宽度 约 120m)计算,枪头寿命 16.3 个月,焊枪寿命 49 个月,分摊成本仅为电热压力焊焊 枪成本的 7.5%,经济效益明显。
采用改进型红色垫圈,一方面使工人易于寻找,提高了作业效率;另一方面,在满足受力前提下缩小了垫片面积,节约 EVA 原材料 31.6%

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



