杭州和源精密工具有限公司 311225
【摘要】随着国家综合实力的提升,对于基础工业的建设发展越来越重视,尤其是对于加工行业来说,直接关系到整个国民经济的发展。在加工业中,镶齿锯片每隔一齿有倒45o角的齿。45o倒角要有一定的后角。为加工45o倒角,设计一台专机与卡具,磨头的砂轮轴线与水平锯片成45o角,锯片被安装在能自动分齿的卡具上。
【关键词】镶齿锯片;45o倒角;加工工艺
在轴类零件比较常见的工艺结构中,倒角的常用功能是便于装配,使操作安全。锯切无缝钢管用的镶齿锯片,其刀片每隔一齿要有倒45o角的一齿;45o倒角要求有一定角度的后角。目前,一种无切削加工的新型金属加工工艺——挤压,是基于铸造与锻造发展的一种。它具有铸造工艺简单、生产成本低等优点,减少了铸造浇筑冲击与涡流的产生,使制件组织均匀细密。具有模锻制件晶粒细小、力学性能好等特点。能耗低于普通模锻。
一、镶齿锯片结构
(一)工作过程
间接挤压铸造具有浇道短、截面大、保压时间长等特点。该文模具采用一模两腔布置,分型面采用曲面分裂,搅油杆部分设置在其中线位置上。详情可见图1的复合挤压模具结构。
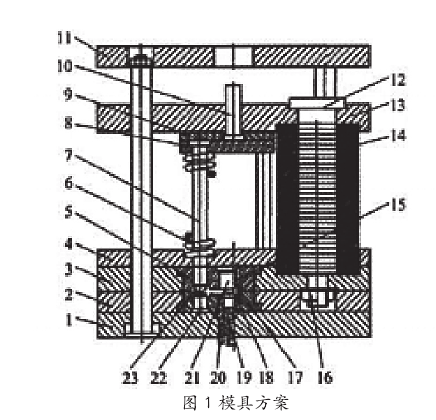
图1 模具方案
第一,浇头套设置在模具下,需要3个独立液压缸运行。定量合金液浇入18,横梁下降带动5向下合模,7通过6使液压缸定位,预留二次挤压高。液压缸工作,液压缸的17运动,合金液进入型腔,完成充型辅助液压缸带动大头凸模向下。二次挤压未凝固液态金属。制件凝固后上下工作台带动上模上升开模,辅助液压缸下降,大头模型与5相对运动,凸模推出液锻件,进行喷刷涂料循环操作。
第二,模具运行需要2个独立液压缸完成。模具合模钱调整6与14高度,大头凸模预留2次加压高定位。将定量合金液浇人20与19的压室,横梁带动13向下。通过14变形将合模力传递到3,弹簧压板与9接触,合金液由19充满型腔,上工作台横梁继续下降,由13推动7向下,二次挤压未凝固金属液。制件凝固后上工作台横梁向上,由12带动上框模向上,凸模固定板上行。工作台横梁上升,10与11接触,横梁继续向上,7相对上模向下,顶出液锻件喷刷涂料,循环操作。
(二)工艺设计
热挤压工艺的设计直接影响着制件的质量、成本、效率等。采用2层组合凹模结构,凸模设计为空心状。将坯料放入凹模型腔,随4下行,坯料,杆部挤成形。随挤压变形力增大,金属流动到顶件器,头部成形。金属反向流动,直到反挤成形。挤压完成,上莫回程,工件在7中,压力机下岗动作,过11头部顶出7,完成脱模。要保证工件与预件器不抱死,11兼头部正挤压的凹模作用。
拉杆挤压最大外圆直径为小90mm,坯料用小90mm的棒料,高85mm。用断面收缩 表示验证材料的许用变形程度。毛坯变形程度为
表示验证材料的许用变形程度。毛坯变形程度为
=[(3.14×902/4)-(3.14×382/4)]/(3.14×902/4)=82.17%。 <许=97%,满足要求。
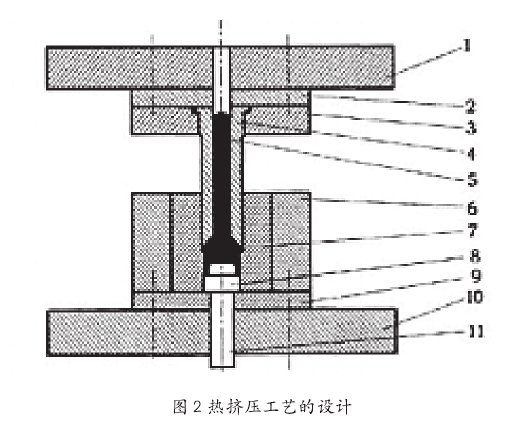
图2 热挤压工艺设计
在复合挤压中,凸模下行,挤压力克服金属变形阻力,金属入凹模腔。拉杆头先成形,金属杆部受挤。凸模下行,杆部结束成形,挤压力最大,复合压力P复=P反挤压力为P反=K×[8+1/(D/d-1)]2. b(kN)。其中,P反反挤压压力,K为校正系数,d为反挤压模凸模直径,D为反挤压凹模直径,b为挤压终温度时材料极限强。
b(kN)。其中,P反反挤压压力,K为校正系数,d为反挤压模凸模直径,D为反挤压凹模直径,b为挤压终温度时材料极限强。
2A50在490℃强度极限氏b=335MPa,校正系数0.4, d=38mm,D=90mm,反挤压力P= 0.4×[8+1/(90/38-1)]×382×335=1790 kN。因此,P反在液压机公称压力范围内。
二、模具结构分析
该工艺采用一次挤压成形,凹模设计为2层组合结构。该模型具结构简单,使用方便。可挤压不同头部形状与杆部直径的零件。凸模为空心结构,其单位挤压力高,易变形,采用3CrNiW8V材料,凹模用单层预紧结构,材料选40Cr,热处理硬度42-46HRC。
设计合理的入模角度便于金属流动,从而降低挤压力。凹凸模与制件应由一定出模斜度,工作中润滑剂要喷洒均匀,避免挤压中拉杆头部偏移。反挤中保证坯料与模具的清洁度,减少成层气泡。
(一)磨水平后角 偏移量
偏移量
锯片与磨头所处位置中,首先要确定磨头中心与锯片中心的偏移量,获得所要求的后角。首先看一般锯片水平后角 的磨削法。
保证 的数值要确定AB的大小,在直角三角形ABD中,
AB=OASinθ=RSinθ (1)
其中R为锯片半径。AC丄OA,因OB丄AB,将θ代入(1),得
AB=Rsi (2)
为磨削水平后角 偏移量计算公式
(二)磨45o偏移量
磨头与锯片成45o角下,偏移量为多少保证 角数值,要推导 与 的关系, 过(2)计算偏移量。
的关系, 过(2)计算偏移量。
取一块长方体,作ABOE平面与EDCO成45o角,∠OBC-90o- ,将ABOE平面作
,将ABOE平面作![]() 倒角切削平面。过OB作与ABOE成 角的平面BOFI,为
倒角切削平面。过OB作与ABOE成 角的平面BOFI,为![]() 倒角后刀面, 为
倒角后刀面, 为![]() 倒角后角,过OE垂直BOFI平面相交OG直线,因EO与GO垂直于BO,故GO与EO角EOG为ABOE与BOFI间的二面角,∠EOG= 。
倒角后角,过OE垂直BOFI平面相交OG直线,因EO与GO垂直于BO,故GO与EO角EOG为ABOE与BOFI间的二面角,∠EOG= 。
过OE作丄CDEO , BOFI与OH相交,因EO与HO垂直于CO,因此EO与HO角HOE为BOFI与CDEO的夹角,BOFI相对于水平面后角 。
直角△HGE中
∠EHG=90o-![]() ,GE=HEsin(90o-
,GE=HEsin(90o-![]() )=HEcos
)=HEcos![]() (3)
(3)
直角△HEO中,HE=)Etga (4)
直角△GEO中,GE=Etg (5)
将(4)(5)代入(3)得
tg =cos tg.=arctg(tg /cos ) (6)
tg.=arctg(tg /cos ) (6)
用式(2)计算片移构量
(三)计算实例
锯片外径![]() 1320· =8o±2o,
1320· =8o±2o, ![]() =45o。求偏移量e
=45o。求偏移量e
解:=arc (tg /cos![]() )=arctg(tg8o/cos45o)=11.24o
)=arctg(tg8o/cos45o)=11.24o
e=Rsin (1320/2)×sin11.24o=128.66 mm
用此式算 ,再算偏移量,达到45o倒角后角要求,此公式正确。
(四)45o倒角量具
该卡尺见图3所示。由10种零件组成,主要零件采用4Cr13马氏体不锈钢,刻线面镀暗铬,游标采用欧美流行的全斜度游标,测量范围为0-5mm,示值精度0.lmm。测量时,将V形测量面靠紧被测工件的两直角边,将主尺伸出接触倒角面,就能在尺上方便地读出倒角的数值。整把量具结构紧凑,美观大方。侧面设有弹簧,可调整间隙。主尺上有制动螺钉,便于测量后锁紧,保证读数正确,而且被测要素与测量方向位于一条直线上,符合阿贝原则。

1尺框;2主尺;3螺丝挡销;4弹簧片;5游标螺钉;6上游标;7螺钉;8垫片;9紧固螺钉;10下游标
图3 卡尺结构
三、结束语
综上所述,随着科学技术的进步,对我国工业领域的可持续健康发展具有非常重要的作用。在开展镶齿锯片45°倒角加工的时候,利用挤压铸造工艺,其制件组织与性能接近模锻件,减少了铸件中的不足问题。双重挤压铸造有机结合直接间接挤压工艺,方案一运行稳定性较好。采用杆部反挤头部正挤复合工艺铝合金拉杆,最大限度地利用318t油压机设备能力,模具结构简单。挤压力小,产品导电率及强度达到需求标准,采用本工艺生产效率大大提高。
【参考文献】
[1]赵生林.镶齿锯片45°倒角的加工工艺[J].机械制造. 2001(06).
[2]谭心,于长永,李璇,等.冷锯机锯片的瞬态动力学分析[J].工具技术. 2017(09).
[3]高龙,刘月.无齿锯锯片的有限元模态分析及优化[J].河北农机. 2016(04).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



