新疆众和股份有限公司 新疆乌鲁木齐 830013
摘要:5系合金的疲劳性能、焊接性能以及抗腐蚀性能较好,5系合金棒材大量应用于焊丝的制备,而5系焊材广泛应用于自行车、铝滑板车、机车车厢、化工压力容器、汽车工业等民用领域;其次一些高品质的5系铝合金焊材也广泛用于造船、航空、高速列车、兵工生产等军事行业,但由于这些领域的特殊性,无法通过进口满足自身需要,因此需要国内自主开发高品质的5系铝合金棒材以满足高端焊材的市场需求。5087合金属于高强韧铝合金,由于合金化程度较高,如果原料不合理、熔铸工艺控制不当会产生粗大金属化合物,本文对5087合金的高低倍组织进行金相以及电镜检测分析。
关键词:金相组织、能谱分析、低倍组织、粗大化合物
对5087合金M60064、M60067二炉次头尾各取一个样片,分别在中心,边缘及四分之一处取25*25mm的样块,如图所示。
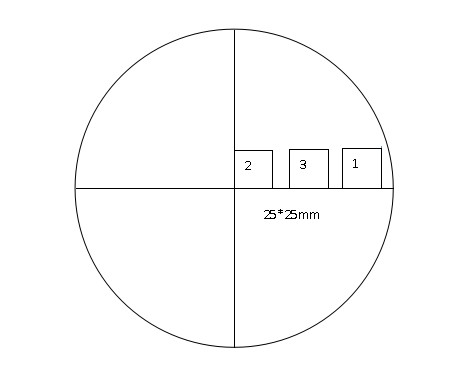
图1.取样示意图
一、M60064及M60067炉次高倍显微组织图片如下:
图2.M60067头部边缘处高倍组织图片
图3.M60067头部中心处高倍组织图片
图4.M60067头部四分之一处高倍组织图片
图5.M60067尾部边部处高倍组织图片
图6.M60067尾部中心处高倍组织图片
图7.M60067尾部四分之一处高倍组织图片
】
图8.M60064头部边部处高倍组织图片
图9.M60064头部中心处高倍组织图片
图10.M60064头部四分之一处高倍组织图片
图11.M60064尾部四分之一处高倍组织图片
由图2-9可以看出,5087高倍显微组织中存在棱角分明,不规则的粗大金属化合物,在基体内随机分布,有集聚状态,也有分散分布,头部存在块状化合物,尾部多以杆状、树枝状化合物为主。
表格 1
编号 | 5087 M60067头部尾部样片粗大金属化合物尺寸(μm) | 均值(μm) | ||||||||
头部试样(存在块状) | 边部 | 29.07 | 31.12 | 15.02 | 14.07 | 15.95 | 62.49 | 11.32 | 20.67 | 24.96 |
四分之一 | 20.07 | 23.38 | 18.32 | 27.73 | 33.25 | 52.41 | 61.93 | 17.76 | 31.85 | |
中心 | 23.89 | 27.05 | 38.80 | 41.30 | 50.96 | 33.29 | 43.64 | 23.29 | 35.27 | |
尾部试样(主要条状) | 边部 | 31.55 | 16.94 | 60.48 | 41.79 | 34.5 | 43.71 | 21.96 | 28.89 | 34.97 |
四分之一 | 46.8 | 31.21 | 56.06 | 40.03 | 77.17 | 66.62 | 42.5 | 84.64 | 55.62 | |
中心 | 44.92 | 53.25 | 90.92 | 57.25 | 31.09 | 55.73 | 76.72 | 60.75 | 58.82 | |
表格 2
编号 | 5087 M60064头部尾部样片粗大金属化合物尺寸(μm) | 均值(μm) | ||||||||
头部试样(存在块状) | 边部 | 35.81 | 16.44 | 27.12 | 45.97 | 18.81 | 37.65 | 16.27 | 27.12 | 28.15 |
四分之一 | 48.41 | 50.83 | 22.42 | 40.55 | ||||||
中心 | 45.90 | 17.31 | 25.64 | 18.76 | 36.93 | 33.37 | 33.20 | 18.33 | 28.68 | |
尾部试样(主要条状) | 边部 | 无 | ||||||||
四分之一 | 111.13 | 24.21 | 67.67 | |||||||
中心 | 无 | |||||||||
由表1、2看出,M60064、M60067二炉次头尾样片中不同程度的存在粗大化合物,但M60064炉次粗大化合物数量少于M60067炉次,粗大化合物的尺寸相应的从铸锭边部向中心有增大的趋势。
二、关于化合物成分电镜能谱分析
对以上光学显微镜下发现的化合物组织,通过扫描电镜能谱分析成分以便进一步确定化合物为何种物质。检测结果如表3所示,图10-13为选定区域。
表3 电镜能谱检测结果
重量百分比(wt%) | |||||||
试样编号 | Al | Ti | Ni | V | C | P | Mg |
M60067-头部¼-1-树枝状 | 72.94 | 25.38 | 1.68 | ||||
M60067-头部¼-2-树枝状 | 65.43 | 25.92 | 6.66 | 2.0 | |||
M60067-头部¼-3-基体 | 97.05 | 1.59 | 1.36 | ||||
M60067-头部¼-4-杆状 | 66.88 | 14.38 | 0.85 | 0.50 | 0.99 | 17.26 | |
M60067-头部¼-5-杆状 | 72.54 | 12.83 | 1.89 | 12.74 | |||
M60067-头部¼-6-基体 | 92.19 | 0.93 | 6.88 | ||||
M60067-尾部¼-1-杆状 | 72.13 | 25.58 | 1.92 | 0.37 | |||
M60067-尾部¼-2-基体 | 97.13 | 2.83 | |||||
M60067-尾部¼-3-基体 | 97.87 | 2.13 | |||||
M60067-尾部¼-4-杆状 | 84.88 | 12.37 | 1.15 | 0.51 | 1.19 | ||
M60067-尾部¼-5-基体 | 96.21 | 3.79 | |||||
M60064-头部¼-1-杆状 | 59.55 | 18.58 | 1.77 | 20.10 | |||
M60064-头部¼-2-块状 | 79.21 | 18.51 | 1.10 | 1.18 | |||
M60064-头部¼-3-杆状 | 62.98 | 12.27 | 7.56 | 16.54 | 0.65 | ||
M60064-头部¼-4-基体 | 97.48 | 2.52 | |||||
M60064-尾部¼-1-杆状 | 68.83 | 24.52 | 4.41 | 1.97 | |||
M60064-尾部¼-2-基体 | 95.61 | 4.39 | |||||
M60067-尾部¼-3-杆状 | 87.23 | 8.97 | 2.64 | 1.16 | |||
M60067-尾部¼-4-基体 | 97.67 | 2.33 | |||||
M60067-尾部¼-5-杆状 | 74.04 | 23.07 | 2.88 | ||||
M60067-尾部¼-6-基体 | 93.36 | 0.67 | 5.98 | ||||
M60067-尾部¼-7-杆状 | 74.34 | 22.05 | 2.64 | 0.97 | |||
从表中可以看出电镜图谱中化合物以Al-Ti-C-Mg为主,其中Ti元素含量8.97%-25.92%之间,Mg、C元素含量较低,其次头部部分杆状化合物P元素含量较高,在12.74%-20.10%之间,且高于Ti元素,部分化合物还存在Ni、V元素;基体元素以Al-Mg为主,Mg元素含量在0.65%-5.88%之间。由此判断化合物为Al-Ti难熔化合物。造成的原因可能是:1.是中间合金中存在原始粗大组织在熔铸过程中没有完全溶解;2.铸造过程中由于铸造生产工艺,铸造温度过低等原因造成粗大化合物的形成。
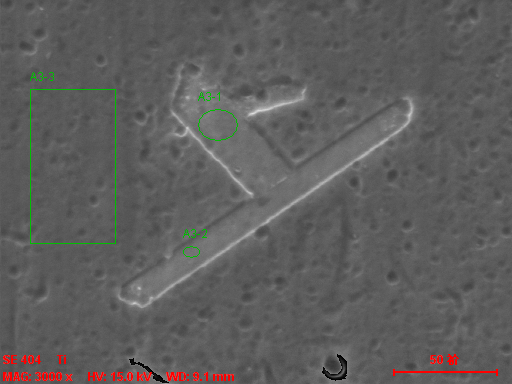
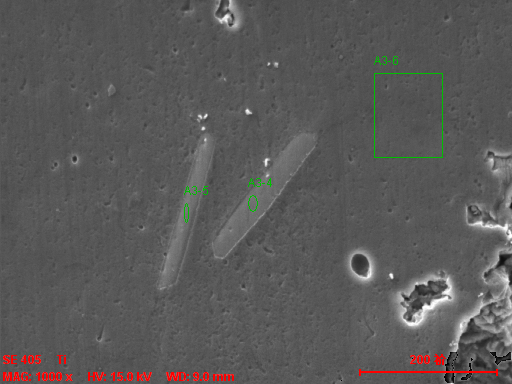
图10 M60067头部四分之一处SEM图谱1000X


分析:
图11 M60067尾部四分之一处SEM图谱1000X
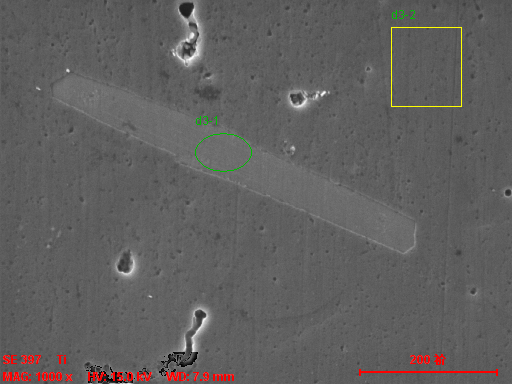
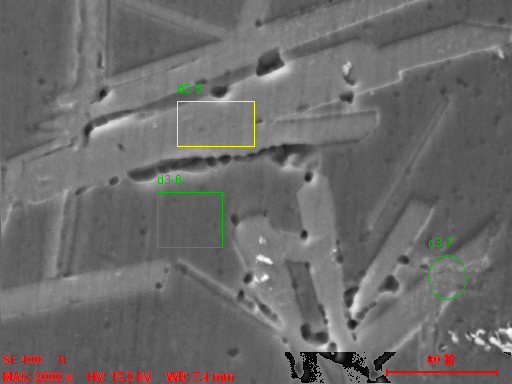
图12 M60064尾部四分之一处SEM图谱1000X
结论:综上,5087合金的粗大金属化合物主要为Al-Ti,其显微组织特征为不规则具有一定形状且色泽与基体不一致的粗大化合物,在基体上呈集聚或分散的随机分布,主要为块状、杆状、树枝状等的不规则形态,头部化合物数量多于尾部,并且化合物的尺寸相应地从铸锭边部向中心有增大的趋势。后期将主要从二方面入手,一、AlTi中间合金金属化合物的影响,进行不同Ti含量、不同熔铸温度等的试验,探究不同铸造条件及不同Ti含量下AlTi中间合金中金属化合物的变化情况(数量、尺寸、形态);二、查找相关文献资料分析AlTi中间合金中金属化合物的遗传性以及在熔铸过程中的生成条件,寻找熔铸工艺上的解决措施。
作者简介:摆玉琴,女,1990年出生,新疆乌苏人,2014年6月毕业于大连理工大学,学高分子材料与工程专业,目前主要从事铝及铝合金产品生产过程质量管控工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



