江西恒大工程 技术有限公司,江西 南昌 330000
摘要:闸阀作为火力发电设备中重要设备之一,长期处于高温高压工况之下,容易吹蚀和开裂。本文阐述了闸阀闸板的修复工艺,包括基准的建立、机械加工、堆焊、热处理等,实践证明,此种修复工艺可以满足火力发电厂生产的需要,同时大大降低了生产成本,缩短采购周期。
关键词:闸阀闸板;气蚀;划伤;热处理;研磨
一、引言
电力工业的发展,离不开发电设备的高效、安全的运行,阀门作为发电设备中重要部件,其质量是保证发电设备高效、安全运行的条件之一。因此,通过各种技术措施来提高阀门的性能和质量,以保证电力设备的高效、安全运行,满足电力工业日益发展的要求是一项具有重大意义的工作,同时也会给企业和社会带来巨大的经济效益。
要提高阀门质量,除了阀门结构设计和制造工艺的改进和提高,以及材料的优选外,采用表面技术强化阀门部件的表面性能是一种十分经济和有效的方法,特别是对那些在高温、高压下工作、要求高耐磨性的阀门,更是不可缺少的技术措施。
闸阀的工作原理是闸板沿管道中心线的垂直方向做直线升降运动,从而完成阀门的启闭。密封副有两个密封面,启闭时密封面间相对摩擦,易引起损伤1。广东某火力发电厂的一级减温水电动门在使用两个大修周期后解体,从解体状况来看,闸板两侧硬质合金密封面均发现磨损、划伤、汽蚀等缺陷。根据大口径闸阀修复工序及主蒸汽门的修复经验,需要对上述闸阀闸板进行堆焊修复。
二、修复要求
DN400闸阀闸板一件,楔形闸板,两面,单面堆焊面积约为0.05m2,总面积为0.1m2。
1、要求在闸板原有硬质合金结合面上整圈堆焊,在恢复原厚度的基础上加厚0.05mm。
2、堆焊后的硬质合金表面高度偏差不超过0.001mm。
3、堆焊加工后表面精度等级应至少达到6级。
4、表面硬度不低于原闸板硬质合金表面硬度水平。
5、修复后,闸板应保证在300℃、20MPa的汽水介质工况下连续使用6年以上,保证在300℃、20MPa的汽水介质与30℃、0MPa的汽水介质相互切换10次/年的情况下能连续使用6年。
6、修复过程中,除建立基准之外,不可破坏闸板原有结构,不可损坏闸板其他各处非堆焊部位。
三、材料选择
1、A402焊条
表一 熔覆金属化学成分表(质量分数%)
C | Mn | Si | Cr | Ni | Mo | Cu | S | P | |
标准值 | 0.08-0.20 | 1.0-2.5 | ≤0.75 | 25.0-28.0 | 20.0-22.5 | ≤0.75 | ≤0.75 | ≤0.03 | ≤0.03 |
一例 | 0.13 | 1.99 | 0.38 | 27.01 | 21.44 | 0.13 | 0.104 | 0.009 | 0.021 |
焊缝金属在900℃-1100℃高温工作条件下,具有优良的抗氧化性能。该焊条碳当量较低,交直流两用,具有良好的焊接工艺性能。抗拉强度≥550MPa,断后伸长率≥25%,是作为过渡层的优选材料。
司太立钴基6号
表二 司太立钴基6号铸棒化学成分(质量分数%)
C | Cr | Si | W | Fe | Mo | Ni | Mn | Co |
1.20 | 29.00 | 1.20 | 4.50 | 3.00 | 1.00 | 3.00 | 1.00 | Bal |
司太立钴基6号是Co-Cr-W堆焊合金中C、W含量最低、韧性最好的一种,硬度HRC40-45。能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐磨、耐蚀、耐高温、抗热震冲击、抗檫伤性能,适合于高温高压阀门密封面的堆焊。
修复工艺
1、硬度测试
对楔形闸板两面打A和B钢印。对闸板密封面A面和B面选用砂纸抛光,去除氧化皮,显露金属光泽,便携式显微硬度计测试其里式硬度。检测数据如表三所示:
表三 表面硬度检测表
1 | 2 | 3 | 4 | 5 | 6 | 平均值 | |
A面 | 645 | 667 | 654 | 649 | 671 | 651 | 656 |
B面 | 663 | 675 | 642 | 658 | 662 | 669 | 661 |
2、根据实物进行测绘,如图一所示:
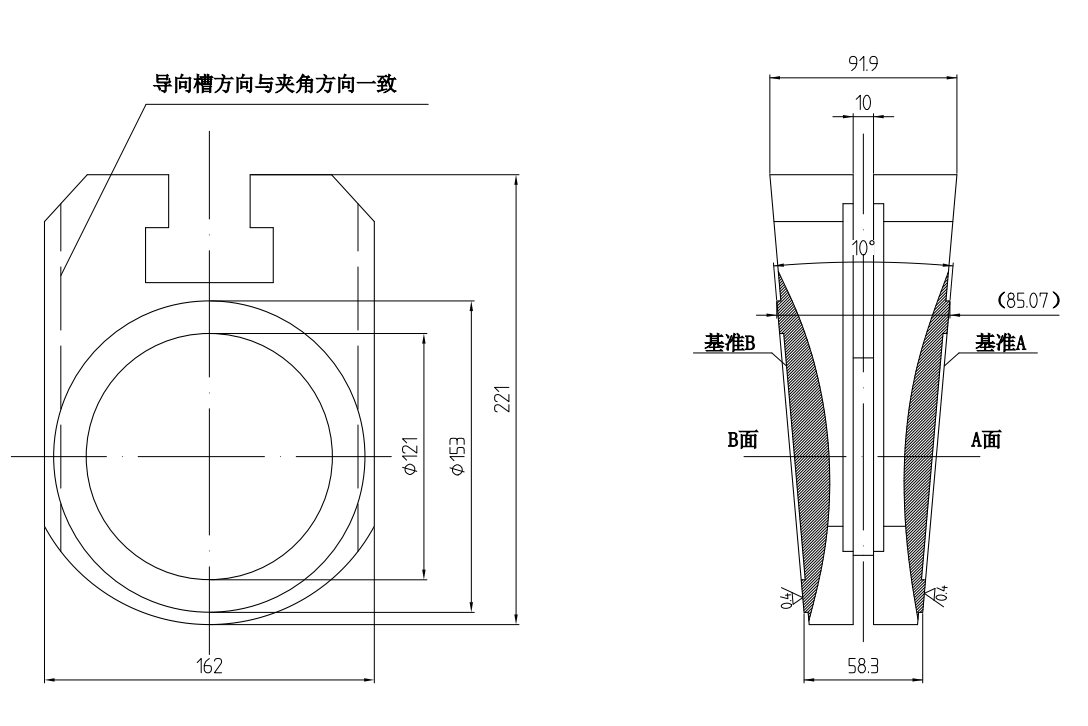
图一 闸板
在车床上夹持调校、以硬质合金A面为基准进行调校,百分表显示平面跳动≤0.02mm,在闸板空处如图指定位置A,车光一个约10mm宽的基准圆环,形成基准A。使用深度尺测量基准面与密封面的高度差,HA=3.72mm,并记录数据。同理HB=3.68mm。
车削硬质合金层至基体,收集少量硬质合金粉末,检测中心化验其化学成分。取样化验成分如表四所示:
表四 化学成分分析表
C | Cr | Si | W | Fe | Mo | Ni | Mn | Co |
1.1 | 27.6 | 1.2 | 5.2 | 2.9 | 1.5 | 3.8 | 0.8 | Bal |
3、A402过渡层加工
粗车加工好之后,放入箱式炉中加热,设定温度500℃,保温120分钟,保证闸板温度均匀一致。然后从炉中取出,用石棉布包裹好,在堆焊过程中起到很好的保温作用,保护好基准,手工电弧焊堆焊A402不锈钢焊条,厚度6~7mm,不得有气孔、夹渣等缺陷。焊好之后,放入箱式炉中保温60分钟,然后关闭电源,让工件随炉冷却。调校基准位跳动≤0.01mm,车削A402堆焊层,保证A402堆焊层与基准的高度2.6~2.8mm。
4、司太立钴基6号工作层加工
放入炉中,加热到500℃,保温120分钟。取出,堆焊过程中石棉布保温,保护好基准,堆焊司太立钴基6号,厚度2~3mm,不得有气孔。焊好之后,放入箱式炉中保温60分钟,然后关闭电源,让工件随炉冷却。调校基准位跳动≤0.01mm,车削堆焊层与基准位高度到3.74mm(1#)和3.70mm(2#)。
5、抛光与研磨
抛光到堆焊层与基准位高度到3.73mm(1#)和3.69mm(2#),表面粗糙度Ra0.8。在平板上用氮化硼研磨。
五、维修成本与采购成本之比较
表五 闸板维修成本表
名称 | 电 | 水 | 工时 | A402焊条 | Stellitte6 | Ar气 | 易耗品 | 刀具 |
单价 | 1 | 2 | 100 | 5 | 3 | 3 | ||
用量 | 400 | 30 | 30 | 80 | 400 | 100 | 200 | 100 |
价格 | 400 | 60 | 3000 | 400 | 1200 | 300 | 200 | 100 |
总计 | 5660.00元人民币 | |||||||
采购一台新闸阀价格在维修成本之上,进口阀门的价格更高,而且采购周期很长,而维修一台闸阀成本大约在5000~6000元人民币之间,工期在4天之内,节省了成本,缩短了采购时间。
六、使用情况跟踪
经过近六年的使用,该闸阀重新解体,经过锅炉专工鉴定,闸板表面完好无损,其使用寿命远远超出预期,阀门关键部件的维修具有一定的经济价值。
参考文献:
1.陆燕荪.电站常用阀门手册[M].北京:中国电力出版社,2000:475.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



