井冈山卷烟厂
[摘 要]:现有的烟草设备中,在ZL26C滤棒成型机组上的V型槽上有6个小孔,机器高速运转过程中V型槽上运载滤棒,所需负压由6个小孔提供,大约为75-80mbar。由于6个小孔孔径太小,丝束飞花和成型纸纸粉容易由小孔吸入引起堵塞,造成负压过小,使滤棒不能正常通过,易发生跑条现象和滤棒触头、皱褶现象,影响机器正常运行。为此,设计一种用于ZL26C滤棒成型机组V型槽的自动清洁装置,通过电磁阀控制压缩空气实现自动控制,进一步减少了保养清洁V型槽时需要拆卸清洁的工作量,提高了V型槽吸风孔畅通性,降低了跑条率和不合格滤棒的产生。
[关键词]:ZL26C成型机组 V型槽 自动清洁装置 电磁阀
正文
1.设备简介
某厂采用的ZL26C滤棒成型机组的V型槽装置主要由v形槽、负压风管、毛刷、控制轨等组成。V型槽装置将经过刀盘切割后的滤棒平稳、连续地送到加速轮,起到了支撑滤棒前进的作用。V形槽上装有光电探测管,起到检测是否有滤棒正常通过的作用,同时,v形槽上有高压剔除阀,可以有效地剔除开机时产生的废棒。负压风管提供由负压空气系统分配的负压风。毛刷起到稳定滤棒的作用,毛刷轻触滤棒表面可使行进的滤棒不会有较大的阻力。同时也将滤棒上的粉尘等污物清除。控制轨通过斜面对运行的滤棒方向进行校正。
2.存在的问题
ZL26C成型机组在运行过程中,V型槽吸风孔处加载负压,使滤棒正常运载进入输出鼓轮。由于V型槽吸风孔孔径小(约为2.5mm),飞花、纸粉、胶粒易被吸入小孔中造成堵塞,使V型槽处负压减小,滤棒出现跑条、触头、皱褶现象,造成滤棒的浪费。且清洁过程困难,需拆卸V型槽下方6根皮管进行反复清洁,造成时间浪费。2019年1-3月份成型车间成型机组V型槽清洁情况及滤棒浪费情况见表1:
表1:V型槽清洁情况及滤棒浪费情况统计表
| 机台 | V型槽清洁次数 | 清洁所花时间(分钟) | 由于质量问题浪费的滤棒(盒) |
1月份(运行29天) | 1# | 8 | 184 | 17 |
2# | 10 | 200 | 20 | |
3# | 9 | 200 | 18 | |
2月份(运行9天) | 1# | 2 | 40 | 3 |
2# | 3 | 75 | 5 | |
3# | 2 | 50 | 4 | |
3月份(运行28天) | 1# | 9 | 215 | 19 |
2# | 8 | 200 | 15 | |
3# | 8 | 160 | 14 | |
合计 | 59 | 1324 | 115 | |
平均值 | 3.4天/次 | 22分钟/次 | 1.95盒/次 | |
3.改进措施
需求分析
根据现场工作情况分析,平均每3.4天就要对V型槽进行清洁,每次彻底清洁时长约为22分钟,且由于V型槽堵塞造成滤棒浪费约为1.95盒每次。由此可见,V型槽的堵塞问题出现较为频繁,造成滤棒浪费和停机排除时间较多,需要立即解决这个问题,1、减少V型槽堵塞次数;2、减少V型槽堵塞清洁时间3、减少滤棒浪费,实现提质降本增效目标。
方案论证
根据需求情况我们决定:结合现场安装情况,研制出一种滤棒成型机组V型槽自动清洁装置,使得V型槽堵塞频次降低,减少清洁时间保证产品质量。采取电磁阀和开关控制,增加一条正压气路,机器运行时不工作,机器停止时对吸风孔进行反吹清洁。具体为采取开关控制可实现停机过程必要时进行清洁,运行过程中保持原有负压,选择选择机组备用气源、PE三通接头、恒灵电磁阀、六位气流分配器、旋钮开关。
3结构设计
根据前期思路,我们设计了一种用于ZL26C滤棒成型机组V型槽的自动清洁装置,装置由气管、三通气接头、6位气流分配器、电磁阀、旋钮开关、继电器构成;所述气管、三通气接头、6位气流分配器、电磁阀为串联相接;所述电磁阀、旋钮开关、继电器也为串联相接。所述继电器为机组原有继电器,为装置提供电源,且保证机组运行时装置电源断开,机组停止时装置电源接通。6位气流分配器与电磁阀出口端紧密相连,出口端为电磁阀常闭口,电源接通时自动打开,电磁阀入口端接机组备用正压空气出风口,且6位气流分配器与电磁阀固定在机组机架上。其整体结构示意图如下:
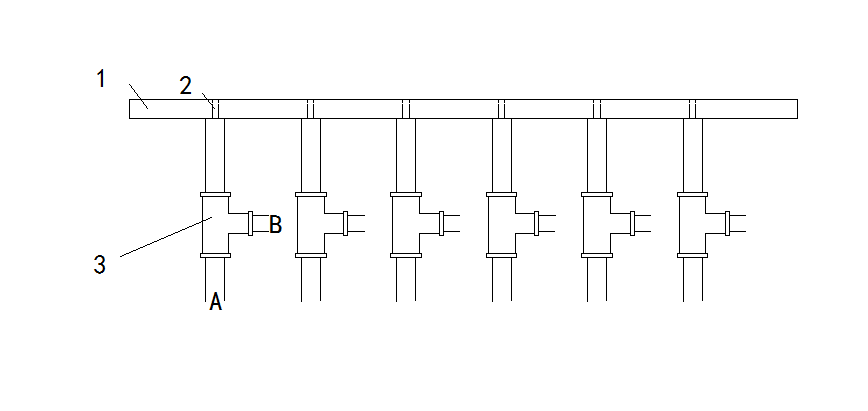
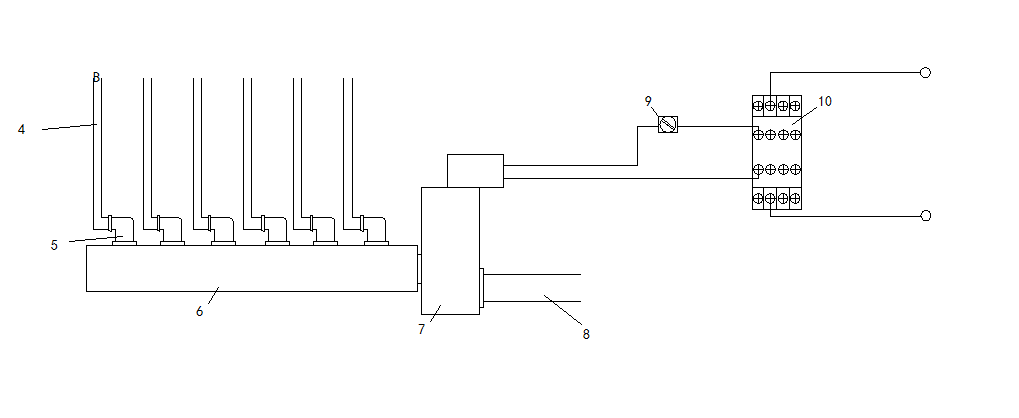 图1 成型机组V型槽的自动清洁装置
图1 成型机组V型槽的自动清洁装置
1、V型槽;2、吸风孔3、三通接头;4、气管;5、气接头; 6位气流分配器;7、电磁阀;8、主气管;9、旋钮开关;10、继电器
3 使用效果
对 2019年7-9月对已安装好的2#成型机组及未安装的1#、3#成型机组清洁V型槽次数与时间以及浪费滤棒情况进行了统计。情况如下表2:
表2 成型机组清洁V型槽次数与时间以及浪费滤棒情况
月份 项目 | 机台 | V型槽清洁次数 | 清洁所花时间(分钟) | 由于质量问题浪费的滤棒(盒) |
7月份 (运行22天) | 1# | 7 | 150 | 16 |
2# | 0 | 0 | 0 | |
3# | 8 | 200 | 20 | |
8月份 (运行22天) | 1# | 6 | 150 | 15 |
2# | 0 | 0 | 0 | |
3# | 7 | 185 | 17 | |
9月份 (运行18天) | 1# | 6 | 150 | 17 |
2# | 0 | 0 | 0 | |
3# | 5 | 120 | 14 |
使用安装装置后,现V型槽发生堵塞的频次降低至0次,之前因为V型槽堵塞造成的滤棒跑条、触头、皱褶等现象出现次数为0,并且杜绝了滤棒的浪费。提高了滤棒的质量,达到了提质降耗的目的。
参考文献:
[1] 《600m/min纤维滤棒成型设备》 中国烟草总公司职工进修学院
[2] 《滤棒成型工专业知识》河南科学技术出版社2012.12
[3] 机械加工工艺手册 第二版 第一卷 工艺基础卷王先逵
[4] 《卷烟加工规范》中国轻工业出版社 2016.12

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



 项目
项目