河南中烟工业有限责任公司许昌卷烟厂 河南省许昌市 461000 摘要:原梗丝线原料为打叶风分后烟梗,随着含水率较低的复烤烟梗的使用,烟梗预处理后含水率较低 , 造成后续工序梗丝质量下降,梗签量增加,梗丝填充值一度走低,平均值为 6.1cm³/g。
通过对加料机加水管路和滚筒转速改造和调整,烟梗预处理后含水率达到工艺要求,梗丝质量提高,梗签量减少,梗丝的填充值达到7.2 cm³/g,降低了单箱耗丝,创造了一定的经济及社会效益。
关键词:烟梗预处理 清水喷淋系统 填充值 滚筒转速 水分
1.现状分析:
1.1烟梗预处理后含水率测试分析
经过三天取样,每天取三次,每次三个点。烟梗预处理后含水率较低,平均为29.3%(工艺指标要求33±2%),烟梗预处理后含水率较低造成切梗质量下降,梗丝手感粗糙,梗签量增加,平均2.04%(工艺指标要求≤1.5%)。
1.2为满足梗丝膨胀塔高温高湿来料要求,切梗丝后在超级回潮工序需加入大量的水,而超级回潮机和梗丝膨胀系统之间距离较短,超级回潮机施加的水无法快速进入梗丝细胞内部,仅滞留于表面,在膨胀塔汽化的过程中不能起到推动组织膨胀作用,梗丝填充值一度走低,平均值为6.1cm³/g,(工艺指标要求≥6.5cm³/g)。随着含水率较低的复烤烟梗的使用,由于润梗机的增湿能力较低,使二次贮梗后含水率较低平均为29.3%,影响下道工序的产品质量,造成切梗质量下降,梗丝手感粗糙,梗签量增加,梗丝填充值达不到工艺要求。
2制定措策
2.1为提高烟梗预处理后含水率,我们首先对洗梗机进行了整改,通过提高洗梗水温度、降低洗梗水流速,烟梗预处理后水分仅增加了1.9个百分点,达到31.2%,距标准要求还差1.8个百分点。
2.2为此,我们把目光转向另外一台增湿设备---加料机,加料机原来的加水系统有两个水/汽混合喷嘴,最大加水量(水路流量计最大量程为:120L /h)太小,要想提高其增湿能力,必须对加水系统进行改进。具体思路是:保留原来的加水管路,另外增加一套清水喷淋系统,并在该管道上安装清水蒸汽加热装置,使所施加的清水温度提高至80ºC ---85ºC,以便于烟梗的吸收并增加其柔韧性;其次对加料机转速进行适当调整,延长烟梗在滚筒内停留时间,以便烟梗充分吸收水份。
3 改造方案及实施:
3.1增加一套清水喷淋系统
3.1.1设计清水管路: 如图2所示。
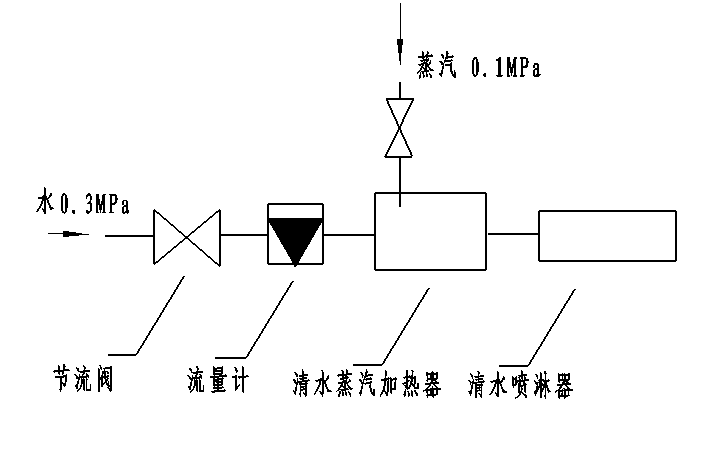
图2 清水管路示意图
清水(压力:0.3Mpa;通径:DN15)----节流阀----流量计----清水蒸汽加热器----清水喷淋器。通过对清水管路设计,使润后烟梗 温度和含水率可以调节和控制,以满足工艺要求。
3.1.2 选择流量计:
流量计量程设计依据是: 烟梗流量*(1-烟梗含水率)=(烟梗流量+清水流量)*(1-要求含水率)
由此得出:2000kg/h*(1-10%)=(2000kg/h+X)*(1-26%)
X=432.32kg/h
于是我们选择流量计量程为: 500kg/h
3.1.3清水喷淋器:一根不锈钢管(DN50;L=400mm)螺纹接口,四分之一区间隔均匀分布30个Ф=2.0mm小孔。由于清水喷淋器在设备内部与物料、水、蒸汽接触, 因此选用了耐温耐腐蚀的不锈钢管材料;螺纹接口联接,便与维修拆卸和清理;不锈钢管的四分之一打孔,使水和蒸汽均匀喷洒到烟梗物料的有效部位。
3.1.4清水蒸汽加热装置:如图3所示。
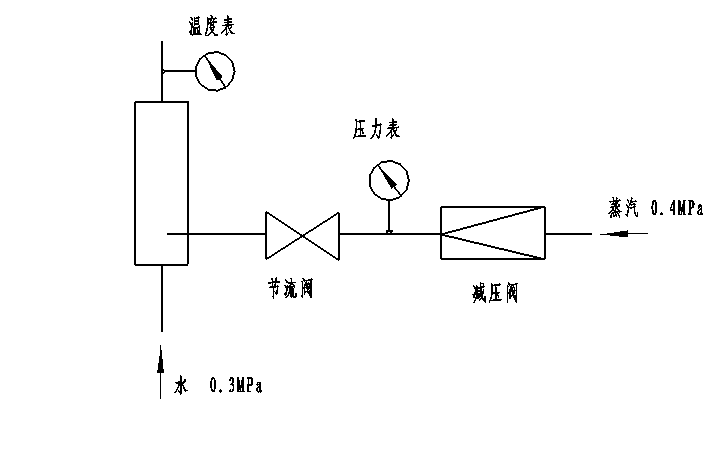 图3清水蒸汽加热示意图
图3清水蒸汽加热示意图
清水蒸汽加热装置为DN50的无缝钢管,蒸汽减压后压力为0.1Mpa,调节节流阀以调节蒸汽进入量,从而控制清水温度。清水蒸汽加热装置前后法兰连接,便于拆卸清理。
3.2 降低滚筒转速,延长烟梗在滚筒内停留时间。通过实验我们得出, 滚筒变频器赫兹数22 Hz时烟梗在滚筒内停留时间4.0 min出口烟梗效果无表面水烟梗柔软。由此确定润梗机变频器赫兹数为:22Hz。
4 改造后的烟梗预处理效果:
4.1 改造完毕后的设备运行状况:
改造后的润梗机,加水流量在0---620 kg /h范围内任意调节,通过调节节流阀,清水温度可以控制在80ºC ---85ºC,出口烟梗温度完全能够控制在65ºC以上,烟梗在滚筒内停留时间为4分钟,水分吸收效果良好,无表面水,烟梗柔软,韧性好。
4.2 经过生产运行和工艺测试,得出如下结论:
4.2.1二次贮梗后平均水分在33%(经过三天取样,每天取三次,每次三个点。)切梗质量提高,梗丝手感柔软,梗签量平均1.34%,梗签量减少。
5小结
通过设备改进,稳定了二次贮梗后含水率,梗丝质量进一步改善,梗丝手感柔软,梗签量减少,梗丝填充值有了明显提高,在设备改造过程中还有不足之处,水和蒸汽加入靠手动控制,自动化控制有待改进。
参考文献
[1]赵磊,刘志奇等.滚筒式叶片加料回潮机后室温度控制系统改进[J].华北水利水电学院学报,2010(6)
[2]高顺利,陈继富等.滚筒式烟片回潮机排潮系统的改进及实现[J].机械工程与自动化,2010(6)
[3]濮良贵,陈国定等.机械设计[M].北京:高等教育出版社,2013
[4]成大先.机械设计手册(第五版)第3卷[M].北京:化学工业出版社,2008
[5]秦曾煌,姜三勇.电工学(第7版)[M].北京:高等教育出版社,2011
[6]曹建东,龚肖新.陈国定等.液压传动与气动技术[M].北京:北京大学出版社,2008
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



