黑龙江龙煤鹤岗矿业有限责任公司立达矸石热电厂 黑龙江 鹤岗 154101
摘要:为解决底渣汽车装车现场粉尘污染这一问题,经过现场勘查和方案探讨,决定从散装机、料位计、负压抽尘等设施着手进行改造,改造后底渣实现了密闭装车,现场环境大大改善。通过对循环流化床锅炉底渣库下料口散装机、料位计、负压除尘等设施进行改造,实现底渣汽车密闭计量和装车,减少作业现场扬尘的产生,使装车现场粉尘(矽尘)达到排放要求。
关键词:循环流化床锅炉;锅炉底渣;汽车装车粉尘
引言:立达矸石热电厂循环流化床锅炉的底渣库采用干式出灰方式,由于汽车槽车长度较长,而底渣又有一定的堆积安息角,垂直下料的散装机很难将槽车装满,且散装机与槽车人孔密封不严,高落差下落的底渣流剪切空气产生诱导风,形成很高的气压,高压气流夹带着粉尘、细小颗粒从不严密的孔隙中溢出,使得装车过程中产生大量扬尘,严重污染现场环境。另外,垂直下料散装机上负压抽吸的流通截面积较小,运行一段时间后很容易造成粉尘堵塞流通面,且很难清理,使槽车内无法形成负压。散装机内的料位计在底渣下料过程中因摩擦、冲击等因素作用极易失灵,不能正常使用,装车过程中产生冒料溢出粉尘,影响装车计量,污染环境。
1 冷渣器控制出力原理及主要结构
1.1 冷渣器控制出力原理
在除渣系统开始进渣,而冷渣器的滚筒还没有旋转时,锅炉排出的热底渣经过进渣管进入滚筒内部,并在进渣管出口周围堆积到一定高度,形成一个积渣锥体,从而产生一个堆积阻力;当堆积阻力与进渣管内的渣流的动力达到平衡时,渣流便被阻滞[1]。当滚筒旋转带动底渣向滚筒出渣端输送时,进渣管出口周围的渣堆高度随之下降,从而打破了管内外底渣的平衡,进渣管内的底渣又继续流至进渣管的出口,形成一个同样的堆积高度,从而重新形成堆积阻力,完成系统的渣流阻滞。总体上冷渣器的出渣量与滚筒转速接近线性关系。
1.2 滚筒和进渣装置之间的密封结构
为防止灰渣从进渣装置和转动滚筒结合处泄漏,在此处设置有防漏渣结构,其包含迷宫式结构及返流装置。迷宫式结构限制灰渣流出筒体,仅有极少量的灰渣能通过迷宫结构的密封部件流出,此少量的灰渣又进入到返流装置内,重新返回到筒体内部。
1.3负压系统
在滚筒进渣装置附近设置有主吸风口,在出渣口附近设置有副吸风口,两路吸风口合并一路后,接至静电除尘器前的烟道处。
1.4旋转接头
旋转接头为一个连接及动静转换的部件,安装在外部冷却水系统的冷却水管道与旋转筒体之间。
2 底渣自流现象分析
2.1 自流概况
底渣自流,也称为冷渣器自流、冷渣器喷渣,是指底渣在除渣系统中出现了气力输送的情况,从炉膛排渣口到冷渣器滚筒内,形成了一套气力输送系统,具体现象有:底渣突然大量而快速地进入冷渣器滚筒内,同时进渣管与滚筒密封前端盖处冒出大量高温细灰;进渣管中下部瞬间全部变得通红(上部暗红);进渣管的进渣阀密封处及捅渣管密封处喷出高温底渣;冷渣器冷却水回水温度及出渣温度快速上升;冷渣器变频器过力矩跳闸等[2]。底渣自流的基本原理如下:由于进渣管内部和外部阻力突然发生了大的变化,相对平衡被破坏,导致底渣在床压的作用下,形成了从炉膛底部排渣口到冷渣器滚筒的气力输送。
2.2 自流原因
①入炉煤颗粒偏小,造成燃烧后底渣粒径偏小,这个原因在很多流化床机组中均有出现,所占比例较高;②由于煤质或输煤系统中碎煤机的原因,导致入炉煤的粒径呈两级分化情况;③冷渣器厂家针对煤样燃烧后的底渣设计不足,没有针对电厂的底渣样品而改进冷渣器结构;④运行人员对冷渣器进行大幅提升转速的操作;⑤机组升降负荷过程比较快,一次风压及流化风量变化大;⑥堵塞的进渣管突然被捅开。
3 防治措施
3.1 下料散装机改造
首先对汽车槽车进行改造,统一汽车槽车顶部两个下料人孔的间距和顶部距地面高度等,做到全密封,以确保装车过程中下料人孔与“Y”型散装头密封对接。改造方案:①确定两个散装头之间的距离与汽车槽车顶部两个下料人孔距离一致;②把垂直下料散装机改成中间夹角为90°的“Y”型下料散装机,一方面是为减少高落差下落的底渣流剪切空气产生诱导风而导致大量扬尘溢出,另一方面可以有效增大底渣装车过程中的底渣流量,减少装车时间;③在散装机下料管道上增加相应的气动闸阀;④增加气动伸缩下料口,下料口密封座内设有弹簧、发泡橡胶等,既保持密封,又可以起缓冲作用。
3.2 料位计改造
通过对压力开关料位计、音叉开关料位计、激光料位计、雷达料位计等多种型号的料位计进行试验、比对,选择更能实现准确计量的料位计。其中,激光、雷达料位计会受粉尘、凹凸面等影响不适宜作为底渣装车的料位计使用;压力开关料位计因底渣的堆密度小,颗粒间间隙大而不能满足压力开关动作所需的压差,车内底渣料位达到设定料位后无法及时发出信号关闭下料闸阀;音叉信号料位计可以有效判断放渣过程中的料位高度,但由于音叉料位计安放在散装管道内,在放渣过程中发生的摩擦、冲击等极易造成料位计失灵,增加维护工作量和设备成本
[3]。经过综合考虑分析,采用音叉开关料位计更合理,为减少摩擦、冲击而造成料位计失灵,在料位计外增设了保护套管,同时设置了可随散装头上、下伸缩的伸缩杆,确保汽车槽车内底渣料位测量准确而不会产生冒料。
3.3 负压抽尘设施
垂直下料散装机的负压抽吸流通截面在底渣下料管的外侧圆周,流通截面积小,在负压抽吸过程中气流夹带的粉尘极易堵塞流通面,且不易清理,使槽车内无法形成负压,造成扬尘外溢,污染环境[4]。将“Y”型下料散装机的下料管道上接一根负压除尘管道,引入循环流化床锅炉的电除尘器,利用电除尘器的负压把装车过程中产生的扬尘抽入电除尘器内进行除尘处理,从而减少布袋除尘等设施的投入成本和维护成本。
3.4 改造后底渣装车流程
改造后“Y”型下料散装机见图1。密封汽车槽车就位后,操作气动伸缩头,与槽车车顶的两个进料口对接,并施加一定的压紧力以保证密封。散装头密封座内设置弹簧、橡胶垫用以缓冲和密封。下料时,气动下料阀2打开、下料阀1关闭,排气阀1打开、排气阀2关闭,底渣从下料阀2口下料,同时风机通过排气阀1向电除尘排气,待下料阀2口装满后再切换到下料阀1口下料。下料过程相关信号编制好相关程序,引入现场的就地控制柜,由PLC自动控制。
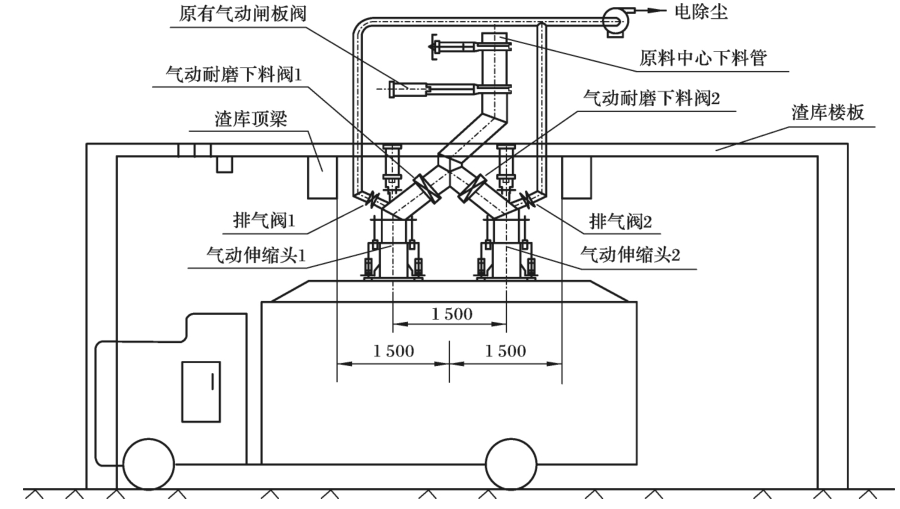
图2“Y”型下料散装机
结束语:
通过对垂直下料散装机的改造,使循环流化床锅炉底渣汽车装车现场粉尘污染得到有效的整治,经监测,底渣库内粉尘(矽尘)浓度为0.5mg/m3左右,达到了GBZ2.1—2007《工作场所有害因素职业接触限值第1部分:化学有害因素》中粉尘(矽尘)浓度不高于1mg/m3的要求,并使底渣装车实现全自动操作,同时设备磨损大幅的降低,相应的维护工作量也大幅的降低,运行可靠性大幅的提高。
参考文献:
[1]韩应,惠小龙,刘冬,张世鑫,黄海鹏,徐海涛.410t/h循环流化床锅炉燃烧调整试验[J].洁净煤技术,2019,25(05):112-117.
[2]王长安,唐冠韬,李昊,车得福.燃煤循环流化床锅炉急冷脱硫底渣作为水泥混合材的性能[J].化工进展,2019,38(09):4295-4301.
[3]邓雨生,崔健,黄郑贤,王佩,段元强,段伦博.混燃石油焦循环流化床锅炉Pb排放特性[J].洁净煤技术,2019,25(02):108-113.
[4]蔡维中,崔健,邓雨生,黄海鹏,梁树雄,段伦博.基于多物流测试的循环流化床锅炉汞迁移和排放特性研究[J].动力工程学报,2018,38(06):479-483+507.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



