中车大连机车机车车辆有限公司
摘要:现阶段资源短缺以及环境污染问题日益严重,在满足使用需求的前提下,若果能够以铝合金替换密度与质量较高的监护材料,能够促进构件的轻量化发展。以铝合金材质制作的部件不仅有极高的强度以及抗腐蚀性,其表现出的抗冲击能力也较强。5000型铝镁合金属于AI-Mg-Si系,可进行热处理的强化合金材料,强度中等,具有较高的焊接性以及耐腐蚀性。主要被用于铁路客车、新能源客车车身的制造。本文使用熔化极惰性气体保护焊法(MIG),研究ER4834、ER5356型号焊丝对5000型铝镁合金焊接接头组织和性能影响。
关键词:焊丝;铝合金焊接;接头组织;性能分析
引言:将5000型铝镁合金为本次研究对象,使用ER4834、ER5356型号焊丝进行熔化极惰性气体保护焊接,探究不同型焊丝对5000型铝镁合金焊接接头组织和性能影响。试验结果表明,对比ER4834型号焊丝,ER5356型号焊丝焊接接头焊缝区组织更为细小,融合区的热影响组织差距不明显;两种焊丝的焊接接头硬度分布均称中心对称分布,ER5356型号焊丝的焊缝区硬度高于ER4834型号焊丝。
试验材料以及试验方法介绍
试验材料制备
本次试验的母材选用尺寸为300毫米*150毫米*6毫米的5000型铝镁合金板,焊丝选用直径为12毫米的ER4834焊丝以及ER5356焊丝,其化学成分组成如下表所示。
表1 试验铝镁合金板以及焊丝化学成分(质量分数,%)
材料 | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
5000型铝镁合金板 | 0.67 | 0.17 | 0.16 | 0.28 | 0.53 | 0.18 | 0.04 | 0.04 | 余量 |
ER4834焊丝 | 5.21 | 0.19 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | 余量 |
ER5356焊丝 | 12.11 | 0.17 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.01 | 余量 |
试验方法分析
焊接前需将焊接接头加工为“v”字形,坡口为60°,并利用钢丝刷对母材表面进行打磨,利用酒精去除表面杂质,以提高试验精确程度。使用TPS5000型焊机进行熔化极惰性气体保护焊,焊接过程中,使用纯度大于99.99%的氩气作为保护气体,焊接两道两层[1]。焊接工艺参数如下表所示。
表2 焊接工艺参数表
焊接方式 | 焊接电流(I/A) | 电弧电压(U/V) | 送丝速度V/(mm·s-1) | 气体流量Q/(L·mm-1) | 焊接速度V/(mm·s-1) |
打底焊 | 247 | 23.6 | 8.6 | 21~23 | 7.6 |
盖面焊 | 263 | 23.2 | 9.4 | 21~23 | 8.6 |
填充焊 | 276 | 24.3 | 9.9 | 21~23 | 8.1 |
使用蔡司光学显微镜对焊接接头进行观察,使用AG-X 100KNH型电子试验机对材料进行横向拉伸,以ISO 4136-2001《金属材料焊缝破坏试验 横向拉伸试验》相关要求制备拉伸试样。最后使用FV-810型显微硬度计对焊接接头表面的硬度进行测试,相邻测点的距离为2毫米,如下图所示。

图1 硬度测试尺寸示意图(单位:毫米)
试验结果分析
焊接接头的硬度分布
依照ISO 9015-1-2001《金属材料焊接的破坏性试验 硬度试验第 1 部分: 弧焊接头的硬度试验》标准进行硬度取样测试,结果显示两种焊丝接头硬度均称中心分析,母材的硬度明显高于焊接接头的硬度,焊接接头的硬度最低点距离焊缝中心10毫米左右。但不同的是在焊缝区ER5356型号焊丝的焊缝区硬度高于ER4834型号焊丝,在热影响区两者的接头硬度不向上下。由于ER5356焊丝中Si含量高于ER4834焊丝,因此其硬度较高[2]。
焊接接头的力学性能
依照ISO 4136 - 2001《金属材料焊接的破坏试验横向抗拉试验》相关标准进行拉伸试验,试验结果如下表所示。焊缝处的强化来源于固溶强化以及细晶强化,通过上述方式能够进一步提高焊接接头的韧性以及强度。ER4834焊丝以及ER5356中均含有大量的Mg元素,保证了焊缝的固溶强化。ER5356焊丝中还含有大量的Zr元素,这种元素的结构与Al晶体结构极为相似,能够在一定程度上起到非均质晶核的作用,进而使焊缝处组织结构得到细化。两种焊丝的材质均为金属混合材质的混合金,因此为了提高试验结果的精准性,需制备多组试验材料进行试验,由试验结果可以看出两种焊丝的焊缝边缘处均呈现晶粒粗化的现象,因此可以得知,该部分可能是焊接薄弱处。
表3 两种焊接接头的力学性能
焊接接头 | 抗拉伸强度Rm/MPa | 屈服强度ReL/MPa | 断后伸长率A(%) | 断口位置 |
ER5356焊丝 | 202 | 147 | 5.8 | 热影响区 |
ER4834焊丝 | 210 | 160 | 6.0 | 热影响区 |
由上表数据可知,两种焊丝的断口位置均在热影响区,ER5356焊丝焊接接头强度明显高于ER4834焊丝焊接接头,抗拉伸强度差值为8MPa,屈服强度差值为13MPa,断后拉长率基本相同[3]。除此之外还能够得知热影响区的半熔接头晶体颗粒较小,这样能够保证焊接接头的力学性能,提高焊接金属部件的安全性和稳定性。
焊接接头微观组织
两种焊接接头微观组织如下图所示,两种焊丝产生的焊缝区组织结构基本相似,ER5356焊丝的焊缝区结构较ER4834焊丝更为密集。融合区的组织结构与焊缝区大致想相同。热影响区的首要受热量影响,两种焊丝试验温度相同,因此无明显差别。
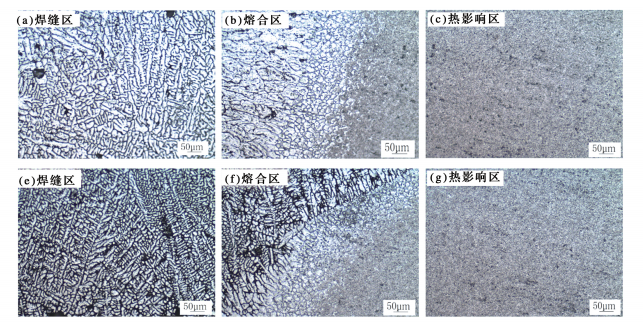
图2 5000型铝镁合金焊接接头显微组织(a、b、c为ER4834焊丝;e、f、g为ER5356焊丝)
弯曲性能
依据ISO 5173-2009《金属材料焊缝破坏性试验 弯曲试验》相关标准对两种焊接接头进行弯曲性能的测试,为提高试验的精准性,实现对试样进行编号,试验试样以及结果如下所示。

图3 弯曲试样
表4 弯曲试验结果数据
编号 | 焊丝 | 弯曲类型 | 弯曲角度 | 压头直径(单位:毫米) | 试验结果 |
1-1 | ER4834 | 正面弯曲 | 180° | 85 | 合格 |
1-2 | ER4834 | 正面弯曲 | 180° | 85 | 合格 |
1-3 | ER4834 | 背面弯曲 | 180° | 86 | 合格 |
1-4 | ER4834 | 背面弯曲 | 180° | 86 | 合格 |
2-1 | ER5356 | 正面弯曲 | 180° | 87 | 合格 |
2-2 | ER5356 | 正面弯曲 | 180° | 87 | 合格 |
2-3 | ER5356 | 背面弯曲 | 180° | 88 | 合格 |
2-4 | ER5356 | 背面弯曲 | 180° | 88 | 合格 |
由上表数据分析可知,两种型号焊丝的弯曲性能均达到合格水平,其原因是由于ER4834焊丝与ER5356焊丝均属于Al-Si系焊丝,且具有极佳的流动性,因此焊丝焊接后接头具有较强的延伸率,弯曲性能佳。
结论:
综上所述,ER4834焊丝接缝处组织较ER5356焊丝更为粗糙,焊缝区均呈现铸态组织,边缘是柱状晶体,中心是等轴晶体,热影响区与融合区的组织不存在明显差距。ER4834焊丝焊接接头强度明显低于ER5356焊丝焊接接头,两者断后拉长率基本相同,接头断裂位置均处于热影响区。两种焊丝的接头硬度分布情况均沿焊缝呈中心对称分布,ER5356型号焊丝的焊缝区硬度高于ER4834型号焊丝。由于ER5356焊丝中富含Zr元素,能够对焊缝组织晶粒进行细化,因此ER5356焊丝的接头晶粒较ER4834焊丝更细。
参考文献:
何柔月、黄启波、崔洪波、唐鑫. 含微量铒元素Al-5.5Mg-1Zn焊丝焊接7075铝合金TIG焊缝的组织和性能[J]. 材料导报, 2020, v.34(18):129-134.
靳佳霖, 徐国富, 李耀,等. 焊丝成分对6082-T6铝合金焊接接头组织和性能的影响[J]. 中国有色金属学报, 2020, v.30;No.250(01):7-14.
熊斯, 唐鑫, 王春霞,等. 焊后热处理对Al-Mg-Zn(-Sc-Zr)合金焊丝焊接7075铝合金焊接接头组织和性能的影响[J]. 材料导报, 2019, v.33(16):93-97.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



