中国工程物理研究院 电子工程研究所
摘要:本文针对无固定焊盘、装配难度较大、不易于返修的粘接类的产品反复摸索和实验出来的一些装配技巧和方法进行总结。使操作人员能快速掌握此类焊接方法,以提升产品的合格率,减少返工次数。
关键词:焊接时间;温度;角度
1 组件特点
导电片由衬片、金片、微晶玻璃片三部分组成,衬片的材料为45钢、微晶玻璃的材料为Li2O-Al2O3-SiO2、金片的材料为AuCuAgZn17-7-1,粘接材料为HK-506。三个零件的装配结构如图1所示;各零件通过粘接剂粘接为一体。
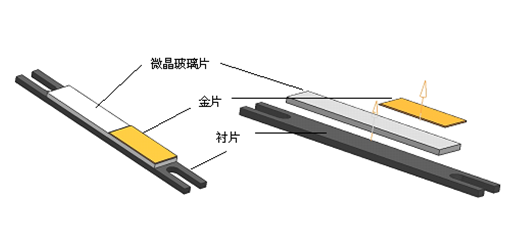
导电片结构示意图
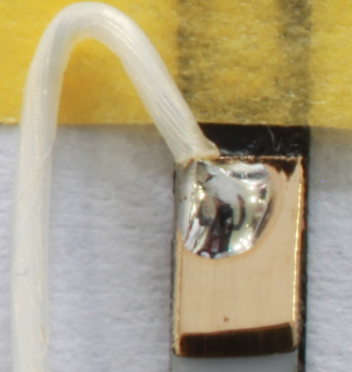
装 配过程中需在金片上焊接AFR-250-0.14mm2的高温导线,如图2所示。
配过程中需在金片上焊接AFR-250-0.14mm2的高温导线,如图2所示。
导线焊接示意图
2 焊接要求及难点分析
导线焊接要求:
焊点位于金片的左下角;
焊点不大于1.5mm;
焊接后金片、衬片之间不得脱层。
该组件的焊接存在以下难点:
焊点大小控制
待焊接部位的材料为AuCuAgZn17-7-1,无阻焊措施,焊锡极易铺展,焊点大小不易控制。
粘接部位脱层
金片、微晶玻璃片采用HK-506结构型粘接剂实现固定,该粘接剂使用温度是-60~200℃。焊接产生的热量容易导致金片、微晶玻璃片脱层。
3 影响焊接质量的要素分析
3.1 助焊剂的影响分析
助焊剂按腐蚀性划分可分为高腐蚀性的(无机酸)、腐蚀性的 (有机酸)、中等腐蚀性的(基于天然松香)和非腐蚀性的(免洗或低残留物助焊剂)四种。
无机酸因其强腐蚀性在电子产品上很少使用,松香型助焊剂的分为无活性(R)、中等活性(RMA)、完全活性(RA)、超活性四类(SRA),可用水洗或溶剂清洗,应用广泛。
本组件对于腐蚀和绝缘电阻要求严格,不允许助焊剂导致的表面腐蚀,表面不允许有助焊剂残留,因此选用中等活性的松香作为助焊剂。
3.3 焊料的影响分析
焊锡丝的分类:有铅焊锡丝和无铅焊锡丝
有铅焊锡丝:Sn/Pb=63/37 63%的锡 37%的铅
无铅焊锡丝:Sn/Ag/Cu=96.5/3.0/0.5 96.5%的锡 3.0%的银 0.5%的铜
有铅焊锡丝熔点:183℃
无铅焊锡丝熔点:227℃
为降低焊接过程中过高的热量导致粘接部位脱层,需选用温度较低的Sn/Pb=63/37的焊料。
3.4 焊接工具的影响分析
可以选用的焊接工具有:智能烙铁、温控烙铁、内热式20W电烙铁。
智能烙铁和温控烙铁优点:精确的温度控制。
智能烙铁和温控烙铁缺点:烙铁头形状固定,不能进行修锉。
内热式20W电烙铁优点:传热快,根据使用的场景可修搓不同的形状。
内热式20W电烙铁缺点:损耗大,烙铁头的形状、长度不同温度不同。
综上所述,该产品的焊接选用的助焊剂为松香RO-HX,该助焊剂
符合国标GB/T 8145-2003的要求;焊料为S-SnPb37,该焊料符合
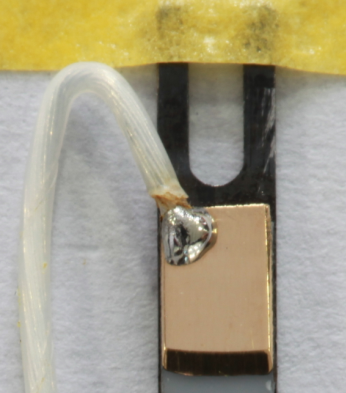
GB/T3131-2001 A级标准;因焊接位置的受限,如图3所示,焊接工具选定为20W电烙铁。
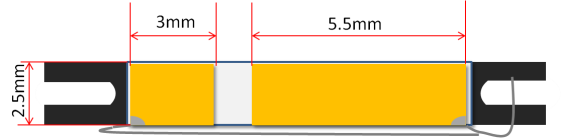
图3 焊接位置示意图
4 焊接参数的摸索
焊接时,对导电片温度冲击取决于两个因素:焊接时间和焊接温
度。因此在焊接过程中需要严格控制焊接温度和焊接时间。
(1)焊接时间摸索
焊接包括三个过程:润湿过程,扩散过程、形成合金层过程。完成润湿和扩散两个过程需要的最短时间为2~3S,时间越长,温度冲击越大。对于S-SnPb37的焊料,其焊接过程焊点的理想热能转换曲线如图4所示:
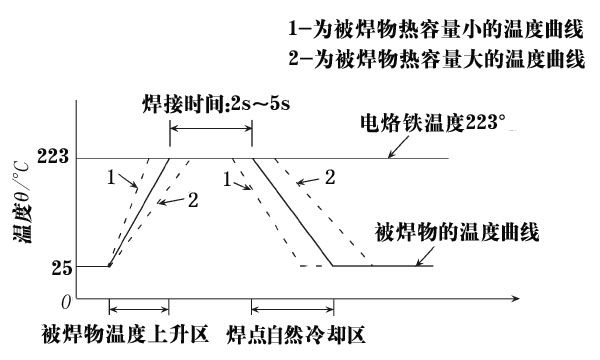
图4 焊点的理想热能转换曲线
因此应将焊接时间控制在2~5S内,以保证焊点质量的可靠性。
(2)焊接温度
焊接温度、焊接时间的设置应根据电烙铁与被焊物的接触面积、电烙铁的功率、被焊物的热容量等热传导的影响因素,确定焊接温度和焊接时间。焊接温度和焊接时间原则为:在保证焊料润湿性的条件下焊接时间尽量短。因此,电烙铁的烙铁头的选择应遵循以下原则:
对于热容量大的焊接,应选择功率较大的烙铁头进行焊接,以缩短温度上升所需时间和温度补偿所需的时间。
对于热容量小的焊接,尽量以电烙铁的闲置温度完成焊接。
RO-HX松香在180~300°C时活化性最为充分,超过300°C时将丧失活性。选用的焊料为S-SnPb37,该焊料的熔点为183°C。根据反复摸索,焊接时的温度为210°C时,焊接效果最佳。
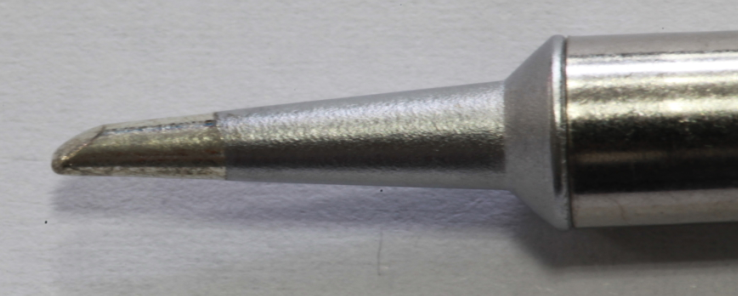
选用20W的电烙铁更适合导电片的焊接。为了到达210°C的最佳焊接温度,需要对烙铁头进行修锉。修锉过程中,需要保证烙铁头顶端的外形和电烙铁长度,如图5所示。

图5 烙铁头修搓实物图
烙铁头规格 | 烙铁头外形图 | 烙铁头温度 | 焊接时间 | 焊接效果 |
SSC—767A | | 240°C | 4s | |
Ersa102Pdlf0.4L | | 230°C | 5s | |
20w烙铁头 | | 210°C | 2s | |
表1 不同焊接时间、不同温度焊接效果对比表
根据产品在试验过程中的焊接质量,总结了焊接温度、焊接时间对焊接质量的影响结果:
焊接温度过高时,松香过早挥发、炭化,影响焊料铺展、扩散效果。
焊接温度过低时,焊料熔融不充分,形成锡珠,焊点强度降低;
焊接时间过长时,焊点失锡形成富铅层,焊点乌黑无光泽;
5 焊接过程控制
产品的焊接过程包括:导线剥制、导线端头镀锡成型、金片镀锡、
导线焊接、导线整理。
根据产品的焊接要求及结构特点,制定了以下的质量控制措
施:
导线剥制控制
剥制导线时,一定要选择合适的档位后再进行剥头,以免焊接处绝缘层粗糙影响后续焊接,造成虚焊。
导线端头成型控制
因衬片与衬片均为导电材料,且两者相邻较近,导线剥头处如出现裸露,将影响出导线与衬片之间的绝缘性能。将导线端头平行放置在衬片最下方,可以有效避免导线裸露现象。
金片镀锡控制
镀锡位置应小于等于实际焊接面积,焊锡应薄薄的一层。可以有效避免焊点分层及焊锡扩散。
导线整理控制
导线焊接完成后,如需调整导线,可用手指压住焊接位置再对导线进行调整,尽量避免焊接位置直接受力,造成金片脱落。
6结束语
在操作过程中,利用自己装配经验,探索新的工艺技术和新的操作诀窍,严格遵循上述操作要领,产品的装配质量和装配一致性得到很好的保证,整机调试过程顺利,确保了产品的可靠性,生产进度、生产效率得到了大幅度的提高。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号