重庆建工第七建筑工程有限责任公司, 重庆 400000
摘要:网架结构作为1种较为常见的结构,具备自重轻、刚度大、可工厂化加工等优点,被广泛应用于当前建筑工程中,并且获得了良好的建筑效果。现阶段,为进一步提升网架钢结构的应用范围,相关工作人员需要明确网架螺栓球的具体安装方式,以便为后续工程施工打下坚实的基础。下面本文就对此展开探讨。
关键词:钢结构;屋面网架结构;施工技术;
1 工程概况
当前我国经济水平的不断发展,同时也推动了建筑行业的发展进程。而其屋面则应用到网架结构体系,其与成熟结构体系不同,有着施工方便轻钢门式钢架跨度大混凝土结构经济性好等的优势。例如:某项目二期 C-2号楼会展中心工程为筏板基础,框架结构,地下1层,地上1~4层。展厅上空屋面为轻钢屋面,面积6500 m2。
2 施工方案
2.1 主要构件技术参数
构件规格见表1。
表1 构件规格表
构件号 规格/mm 最大构件长度/m 构件重量 /kg |
GL1 N440×300×11×18 9 1100 GL2 HN400×200×8×13 9 1800 GL3 300×200×8×8 14.7 900 GL4 H1 600×300×30×30 27 15000 GL4 H1 600×300×30×30 36.3 20000 GL5 1600×300×30×30 18 16000 |
2.2 工艺流程
工艺流程为:吊装前材料准备→吊装两侧门厅小梁及 G轴、U 轴边柱梁 GL1/GL2 →吊装10 轴主箱梁 GL5 →吊装字母轴方向主箱梁 GL4→吊装次梁 GL1形成稳定单元→吊装上层天窗结构及支撑架体→安装 C 形钢、铺屋面彩钢瓦。
2.3 主梁吊装方案
27 m 跨度屋架分 2 节安装,先 36.3 m 跨钢梁分 3 节运至现场并在现场进行拼接,然后进行整体吊装。拼接场地地下室顶板搁置 HW300×300工字钢胎架。测量调整胎架的平整度应保证与屋架拼装的精度一致。接着铺设 HW300×300工字钢胎架,用水准仪测量并将4根胎架工字钢上表面调整为同一标高。调整完成后将工字钢胎架与路基板用点焊连接。
2.4 吊装步骤
2.4.1 吊装两侧门厅次梁及 G 轴、 U 轴的边柱梁
使用 XCT25型汽车式起重机将构件 GL2吊到结构柱上铁板预埋部位,用电焊机将构件底座与预埋件焊接起来,如图1所示。用汽车式起重机将构件 GL1起吊到2根 GL2之间,使用高强螺栓进行连接。使用 XCT25型汽车式起重机将 G 轴、U 轴的边柱梁 GL1 吊装到位,并进行焊接,如图 2 所示。依次直至所有构件完成安装。


图1 GL2底座与预埋件焊接 图2 GL2底座焊接
2.4.2 吊装10 轴主箱梁GL5
使用1台 XCT55L5汽车式起重机将第1根构件 GL5起吊到结构柱上,两端对准预埋部位调整好位置,使用电焊机将底座与预埋件焊接严实。吊装第2根 GL5,一端与第1根构件用高强螺栓连接,另一端与结构柱上的预埋件焊接连接。依次完成4根 GL5构件的安装,如图4、图5所示。
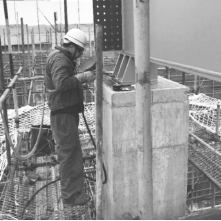

图3 构件GL5底座焊接 图4 加固构件GL5的高强螺栓
2.4.3 吊装字母轴方向主箱梁GL4
将构件 GL4 分为 3 段,在施工场地上用高强螺栓组装GL4。GL4长度长为36.3 m,重20 t,使用2台 XCT55L5同时起吊。一端与构件 GL5用高强螺栓连接,另一端与结构柱上的预埋件焊接连接,并与预埋的高强螺栓连接紧固。
2.4.4 吊装构件次梁为稳定单元
用1台 XCT25L 汽车式起重机吊装构件 GL4主梁之间的次梁 GL1,两端均用高强螺栓与构件 GL4连接。每吊装1根GL4 后,随即吊装次梁,形成稳定单元,以保证结构的稳定性。
2.4.5 吊装上层天窗结构及支撑架体
用1台 XCT25L 汽车式起重机吊装支撑架,支撑架与主体钢结构用高强螺栓连接。支撑架安装完成后,吊装构件 GL3并与支撑架体焊接起来。完成后用拉杆将结构进行张拉紧固,以加强稳定性。
2.4.6 安装C形钢、铺屋面彩钢瓦
逐一铺装 C 形钢,C 形钢背对紧靠安装,用螺栓与主梁结构连接起来。C 形钢安装完成后,逐一铺装屋面彩钢瓦,彩钢瓦的接头处用压条加紧、压实,防止渗漏。
3 质量控制重点及措施
3.1 钢结构的定位及高度
施工前用全站仪定位高度和位置,在柱顶和预埋件上做好轴线标高控制线,安装时用卷尺测量,控制各构件的定位。
3.2 高强螺栓
1)质检员对高强螺栓安装质量进行检查,并用记录表 记录。2)高强螺栓终拧后要保证露丝 2~3 扣。3)检验时如果发现螺栓紧固强度未达到要求,则需要检查拧固该螺栓所使用的扳手的拧固力矩(如力矩的变化幅度在10% 以下,视为合格)。4)扭矩检查应在终拧 1h 后进行,并且在 24h 内检查完毕。5)高强度螺栓连接副摩擦面的抗滑移系数检验按相关设计施工及验收规程进行。6)高强度螺栓连接施工质量应有原始检查验收记录:高强度螺栓连接副复验数据、抗滑移系数试验数据、初拧扭矩值、终拧扭矩值。
3.3 焊接
本工程现场主要借助 CO2气体保护焊进行钢构件的焊接,同时采用交流弧焊机作为普通钢结构辅助焊接设备。CO2气体保护焊可全位焊接质量较好,非常适合节点复杂、施焊空间狭小、焊接操作难度大但质量要求高的部位,以及钢梁拼装对接焊接、钢梁与预埋件连接板立焊位置焊接等。手工电弧焊接设备简单、操作灵活,可用于预埋件的定位焊接、临时措施的焊接及厚板的打底、盖面焊接等。
3.3.1 质量标准
(1)焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属应向母材金属圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。(2)坡口尺寸、角度符合要求,坡口表面平整、焊缝表面清洁。(3)无垫板间隙为(+3.0,0.0)mm,有垫板间隙为(+3.0,–2.0)mm。(4)定位焊的焊脚尺寸不应大于焊缝设计尺寸的2/3,且不大于8 mm,但不应小于4 mm。(5)超声波探伤后,应符合标准要求。
3.3.2 保证措施
(1)焊接使用实芯焊丝,并使用大流量的 CO2气体进行焊接保护,增加 CO2保护气柱的浓度,提高抗风能力,形成对焊接的联合保护。(2)焊接前应进行焊口清理,清除焊口处表面的水、氧化皮、锈、油污等。(3)焊接过程中严格控制层间温度。(4)焊道之间熔渣的清除必须彻底。(5)分次完成的焊缝,再次焊接前要进行预热处理。(6)焊接时采取合理的焊接顺序进行施工。(7)严格按照焊接工艺评定所得参数施焊。
结束语
综上所述,本次钢结构屋面工程跨度大,施工难度较大,在施工过程中需严格按施工方案进行施工,对重点、难点部位需编制作业指导书、留下影像资料。本项目屋面钢结构施工工艺完善,施工质量可靠,对于高强螺栓施工方面问题提出了解决方案,为以后施工同类工程积累经验。
参考文献:
[1] 席利利.高速公路收费站天棚网架分条分块法安装施工 [J]. 科学技术创新,2021(04):130–131.
[2] 吕建峰.曲面螺栓球节点钢结构网架的吊装施工技术 [J]. 建筑施工,2020,42(10):1868–1871.
[3] 侯焕芝.正放四角锥螺栓球网架安装工艺技术 [J]. 建材与装饰,2018(08):189–190.
[4] 陈胜民.大跨度螺栓球钢网架优化及施工质量控制 [J]. 建筑机械化,2020,41(10):153–155.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



