中国市政工程中南设计研究总院有限公司重庆分院 重庆 400047
摘要:重庆市某污水厂现状处理规模15000m3,设计排放标准为《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A,由于运行管理多方面原因运行出水未能达标。在对该污水厂调研分析后提出整改方案,将其主体工艺STCC池改造A2O+MBR工艺,使改造后污水厂出水水质达到设计标准。
关键词:污水厂处理厂,STCC,MBR,A2O
1.前言
为保护三峡库区生态环境,在重庆水域不仅不得再新建排污口,且对现状污水排放实行严格控制,要求区域内污水厂尾水需稳定达标准后排放[1]。重庆市某城镇污水厂建设规模为日处理污水15000m3,原设计出水水质达一级A标准(GB18918-2002);但处理工艺抗冲击负荷能力较差,设备维护困难;为提高污水厂的污水处理效率,防止水体污染,亟需进行改造。
2污水厂现状分析
现状污水处理采用具有生物脱氮除磷功能的STCC(Standard Combination Carbon)生物池工艺,并辅以化学除磷[2]。处理厂尾水就近排入河道。该反应池共3组,每组由9个区域组成,即厌氧池、缺氧池、好氧池、混合反应池、斜管沉淀池、脱氮池、微曝气池、接触过滤池、污泥池等,每组宽6m,长151m,水深2.~5.5m,,池深5.5-6.5m。混合反应池靠池底安装有潜水回流污泥泵将混合液回流至缺氧池。

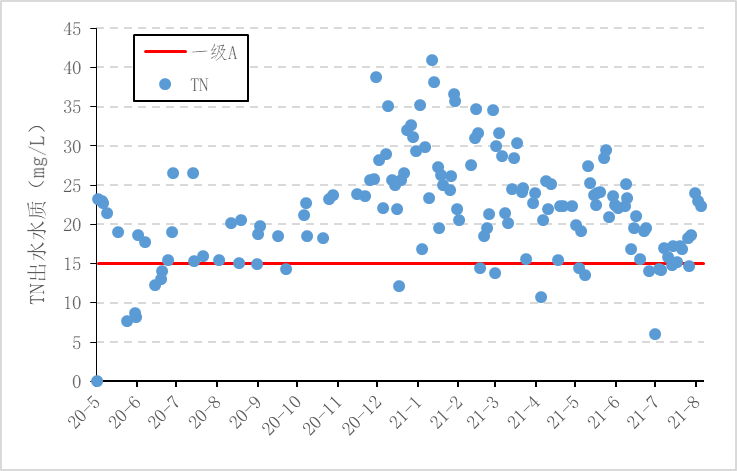
(a)COD指标 (b)TN指标


(c)TP指标 (d)NH3-N指标
图1 出水水质分析
对污水处理厂近一年来尾水水质数据进行分析,可见:(1)部分指标(TN、NH3-N)进水浓度全年平均值偏高于一般城市生活污水水质。(2)BOD5/COD较高,平均值约为0.45,可生化性较好;碳氮比平均值约为4.65;碳磷比较高,平均值约为29.9,在生物除磷的基础上,采用辅助措施化学除磷。(3)总体各项进水水质指标浓度波动幅度较大。由此引起的冲击负荷较大。
3改造方案设计
根据该城镇污水处理厂实际进水水质,设计进出水水质如表1 。
表1 污水厂设计进出水水质
| BOD5 | COD | SS | TN | TP | NH3-N |
进水(mg/L) | 250 | 460 | 500 | 65 | 7 | 45 |
出水(mg/L) | ≤10 | ≤50 | ≤10 | ≤15 | ≤0.5 | ≤5 |
根据上述分析,出水水质不达标主要原因为生化池填料失效,改造重难点污染物是TP、NH3-N、TN,因此针对STCC生化池改造提出以下方案:
方案一:通过改造现有生物处理单元,强化生物处理提高系统处理力。将STCC池改造为A2O,并新增二沉池以取代现状的STCC工艺。
方案二:通过改造现有生物处理单元,通过优化运行模式,强化生物处理提高系统处理力。其中将原斜管沉淀池及滤池改造为MBR生物反应池,采用A2O+MBR膜生物反应器处理相结合的新工艺取代现状的STCC工艺[3,4]。
方案三:不改动现状的STCC池,将其作为备用设施,另增设一体化处理设备,布置在STCC池上方,进水提升泵站扬程也基本可满足。
序号 | 描述 | 优点 | 缺点 |
方案一 | 改造A2O,新增二沉池 | 延长水力停留时间,提高出水水质;传统工艺运营维护简单。 | 新建构筑物需要扩大厂区建设用地,土建费用较高,建设周期较长。 |
方案二 | 改造A2O,并采用具有硝化反硝化功能的深度处理MBR工艺 | 出水水质好且稳定,自动化程 | 运行较为繁琐,且投资运行费用高。 |
方案三 | 保留STCC池,增设一体化处理设备 | 不用对现有生化池停水改造,占 | 不足以作为永久改造措施,不方便检修与更换故障设备。 |
由于STCC池对运营管理要求较高,不符合当前管理人员的工作习惯,反复更换填料成本高;且考虑到STCC的特殊池型,污水处理厂四周已无地可征,无法扩大厂区建设的前提下,决定采用方案二,改造后的工艺流程见图2。

图2污水处理厂改造后工艺流程图
4 STCC池改造设计计算
在尽量减少拆改工作量、缩短改造工期、节省改造费用的前提下,结合现场实际情况,将原STCC综合水处理池改造为A2O生化池。本工程将清除缺氧、厌氧两池内的不饱和炭填料;清除原氧化段内的组合填料,更新曝气系统。经复核,隔墙拆除后STCC池内最大水位约5.5m,MBR池最大水位差约4m,针对单组STTC池改造计算如下。
(1)A2O参数计算
1)单组设计流量Q=208.33m³/h,流量变化系数1.4。
2)厌氧区有效容积671m³,水力停留时间3.20h,有效水深5.5m,.潜水搅拌机3台。
3)缺氧区有效容积808.25m³,水力停留时间3.88h,有效水深:5.3m,潜水搅拌机3台。
4)好氧区设计水温12℃,总有效容积2220m³,水力停留时间10.65h,有效水深5m,有机污泥负荷0.065kgBOD5/kgMLSS•d,混合液污泥浓度6000mg/L,污泥外回流比100%,混合液回流比200%,总需氧量1414.6kgO2/d,实际污泥龄8.6d。
(2)MBR反应池参数计算
1)设计通量:超滤系统处理6000m³/d,每天按24小时运行,设计通量为18LM;
2)组件选型:型号为LGJ1H1-2000×88M,膜材质PVDF,膜面积31m2;3)运行过程及参数:过滤9min;空曝1min;运行60min;水反洗1min ;
4)膜组件数量计算:取设计通量为18 L/m2·H,共需膜面积15762.8m2,膜堆型号LGJ1H1-2000×88M,膜堆面积1970m2,膜堆数量11.36个,取膜堆数量12个,MBR系统瞬时产水量282.5m3/h。
(3)曝气设计
采用目前市场主流的加衬中空纤维膜,膜丝外径2.0mm,较普通的均质膜更粗,强度高能有效解决断丝问题,可承受更高曝气强度的膜丝气擦洗,可显著防止膜污堵。MBR膜系统气水比为18,曝气强度取130Nm³/㎡·h,膜吹扫风量为5110.56Nm³/h
(4)膜堵塞工况的应对
MBR膜堵塞是一大难点。本项目采取了以下措施防止膜的污堵:
1)MBR膜负荷取值适中,瞬时设计通量为18L/㎡·h;
2)曝气强度较大,有效避免膜的污泥堵塞;同时膜的过滤孔径为0.02um,过滤精度高,有效防止膜的深层污染;
3)膜运行过程中,采用4种维护清洗方式:①运行9min,停机1min的空曝气擦洗;②产水1h进行一次水反洗,冲刷过滤孔及外表的污泥及污染物;③产水5-15天进行一次在线的维护性清洗,对膜丝表面及过滤孔中的有机物和无机物进行低浓度的酸洗碱洗;④6个月左右进行一次离线恢复性清洗,采用高浓度酸、碱进行浸泡,对膜设备彻底清洗。
5 结论
重庆市某城镇污水处理厂设计规模15000m3/d,经分析对比多种可行方案,通过改造现有生物处理单元,优化运行模式,强化生物处理提高系统处理力,对现状STCC池进行技术改造,并新增精细格栅及配套电气设备等提高自动化控制程度。以使改造后出水水质达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A指标。
参考文献
[1]陈银广, 翟俊, 郭雪松. 三峡库区中小城市污水处理厂优化运行调控技术研究与示范[J]. 给水排水, 2013, 39(1):6.
[2]吴志高, 石亚军, 邹惠君,等. STCC工艺污水处理厂的设计经验[J]. 中国给水排水, 2012, 28(20):3.
[3]华佳, 柏双友, 张军,等. A^2/OA—MBR工艺在污水处理厂扩建设计中的应用[J]. 给水排水, 2018, 44(5): 31-36.
[4]刘影. MBBR,双填料滤池,MBR用于污水厂多期同步扩容提标[J]. 中国给水排水, 2021, 37(18):7.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



