广船国际有限公司,广东广州510250
摘要:超大型海底沉管隧道结构为不可更换构件,设计有效安全运行年限为100年。其中牺牲阳极的作用非常关键,因此将专门制定安装工艺进行指导和质量控制。本文专题对牺牲阳极安装工艺进行了阐述。
关键词:沉管隧道;牺牲阳极;安装工艺
本项工程选用铝合金牺牲阳极规格为:
(1)阳极规格尺寸:2600×(230+270)×250mm;单支阳极净重:375kg/支;单支阳极毛重:405kg/支;详见图1。
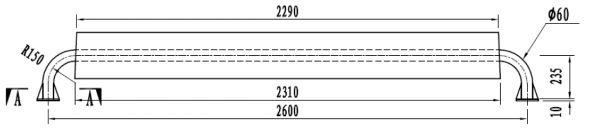
图1.牺牲阳极来货质量检验
(2)现场交货时,认真核对牺牲阳极产品型号、规格、数量、化学成份分析报告、合格证书等,要求相关技术资料齐全;抽检牺牲阳极产品表观质量、外形尺寸、重量等,检测结果应100%达标。
一、牺牲阳极的安装工艺
1.牺牲阳极安装工序(详见表1)
表1.牺牲阳极安装工序
序号 | 项目 | 工作内容 | 依据和标准 | 场地和工具设备 |
块体阶段焊接 | 支座焊接 | 加强版与外板焊接 | 满焊 | 块体制造车间焊机 |
小节段打砂 | 支座打砂 | 用钢砂和钢丸混合磨料对支座进行打砂 | Sa2.5 | 喷砂房 喷砂泵 |
小节段涂装 | 支座涂装 | 喷二道环氧玻璃鳞片涂层 | 总膜厚700um | 喷砂房 喷砂泵 |
钢壳大节段合拢 | 牺牲阳极检查 | 检查外观情况 | 无缺陷 | 平台线 专用安装工装 焊机 漆刷 |
牺牲阳极安装 | 阳极钢芯与支座焊接 | 满焊 | ||
检查和修补 | 检查焊接质量修补外板和支座涂层 | 焊接牢固满足外板涂层要求 |
2.牺牲阳极安装过程(见图2)
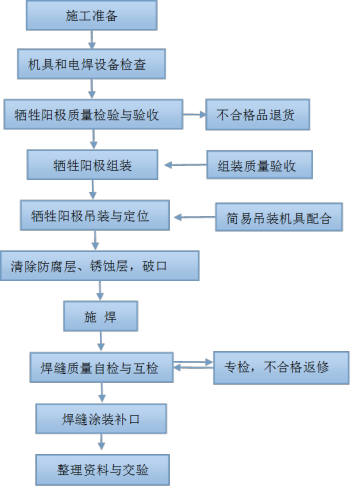
图2.牺牲阳极安装过程
3.块体制造阶段牺牲阳极支座的预装
根据牺牲阳极的布置图,在块体制造阶段,进行支座的预装焊点(注意避开焊缝及其他构件)。用连续焊将阳极支座与钢壳沉管外部钢结构连接,确保牢固,严禁虚焊和假焊。焊接后清理焊渣及毛刺,检测焊接质量,发现有缺陷的焊缝要立即采取措施进行修补。
4.阳极支座的涂装
4.1阳极支座打砂
在喷砂房对地脚进行打砂处理(与小节段钢壳外表面同步进行),打砂前需对地脚支座表面油污、杂质进行处理。打砂处理的工艺目标达到与小节段钢壳外表面相同。
4.2地脚支座的涂漆
首先,在喷漆房对阳极支座进行涂装,阳极支座外表面的涂漆与小节段钢壳外表面喷漆同步进行。接着,用封胶带纸对支座与阳极芯的焊接部位予以遮蔽。然后,用环氧玻璃鳞片涂料对支座进行预涂,喷二道环氧玻璃鳞片涂层,350um一道,总膜厚700um。最后,检查涂层外观和膜厚情况。
4.3大节段阶段对牺牲阳极的安装
安装前的准备:(1)牺牲阳极工作表面应无氧化渣、毛刺、飞边、裂纹等油污、涂层等影响性能的缺陷。每个牺牲阳极的重量偏差为±3%,但总重量不应出现负偏差。(2)牺牲阳极的安装固定。(3)牺牲阳极采用焊接固定:阳极铁脚端头焊接时要满焊,防止虚焊、漏焊。焊接后清理焊渣及毛刺并将铁脚进行防腐处理。阳极焊接机焊点检查完毕后,在阳极上面进行防护,避免涂料及油污滴落到阳极表面。阳极踢脚烧焊处进行涂装修补,涂装完毕后,检查、清理涂装时暂留牺牲阳极表面的涂料残留物等。
安装后的检查:(1)牺牲阳极安装后,其与支座建的接触电阻应小于0.001Ω。(2)对地脚支座油漆损坏处进行修补。(3)对阳极焊脚和预焊支座进行防腐涂装。(4)须对于阳极相关的任何涂层进行目视检查,洒在不涂装表面的涂层须去除。
二、合金牺牲阳极专用安装装置及焊接过程
1.吊装及焊接装置
深中通道沉管牺牲阳极吊装和焊接系统采用半龙门有轨移动吊装台车、焊机(以下简称为半龙门吊装焊接台车或台车)方案。系统包括:上轨道、下轨道、移动台车、焊接平台、吊装电动葫芦、阳极翻转装置、半自动焊机等组成,如图3所示。
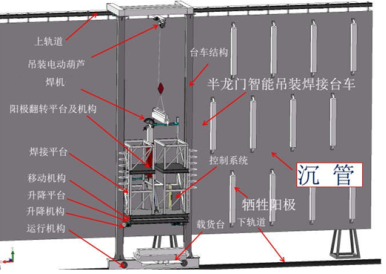
图3.牺牲阳极吊装和焊接系统
2.吊装和焊接工艺
(1)叉车将阳极包装放到台车的载货台上,人工拆包;
(2)用电动葫芦起吊阳极,必要时翻身,再起吊,移动到位,下降到阳极翻转装置上,固定好,翻转阳极到90°垂直位置;
(3)运行机构驱动台车,升降机构驱动升降平台,智能定位系统控制运行到指定高度和水平位置,移动机构驱动焊接平台将阳极贴到标准管节的焊接平面上定位;
(4)机械手操作半自动围焊完成焊接;
(5)退出半自动围焊,翻转机构松绑阳极,退回焊接平台,升降平台移动到下一水平位置,或者运行机构驱动台车到下一焊接位置;
(5)开始一个新的焊接循环。
以上工艺,视系统的自动化程度和智能化程度,需要安排2-3 个人参加,完成必要的辅助工作。
3.焊接装置结构组成
牺牲阳极的焊接采用半自动围焊,在台车的焊接平台上安装半自动围焊,分别焊接阳极的上下两个焊缝。先将阳极吊装在翻转机构上,翻转至垂直,移动到位,由机械手操作半自动围焊机进行焊接,如图4所示。
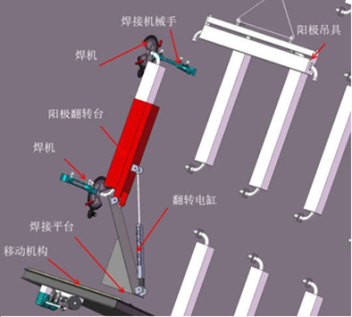
图4.牺牲阳极焊接系统
4.焊接过程控制
牺牲阳极的焊接过程中包含吊装自动化、定位智能化技术的应用,都在吊装焊接台车电气及控制系统中适当考虑。
台车的电气及控制部分,主要包括:配电、滑动供电、电力拖动与控制、测量和控制、照明保护等。如图5所示。

图5.台车电气控制系统
5.电力拖动
采用三相交流电源,随行电缆供电,安装在上横梁上。各机构供电由电器柜引出,运行机构和升降机构采用交流变频电动机,移动机构和翻转机构采用电动推力缸,机械手驱动可以采用伺服电机,电缸驱动可以采用直流电机。
6.电气控制
运行机构和升降机构采用交流变频调速,电气制动加机械制动。移动机构和翻转机构采用直流调速,具有所有电气保护,照明、接地及各种防护。
7.测量和控制
所有机构加装旋转编码器定位,运行机构和升降机构可加装激光测距仪精确定位,采用工业可编程控制器作为主控设备,实现控制过程自动化。选用图像系统,实现智能定位。备有通讯接口,与上位机连接。
8.自动化和智能化
半龙门有轨移动台车的定位采用自动化快速定位、智能化精确定位方式。系统组成如图6所示。系统主要包括:图像系统、测距系统和通信系统。

图6.台车自动化及智能化控制
9.图像系统
图像系统安装在机械臂上,设有高清晰度照相机,由机械臂操作,待自动化快速定位后,将图像系统移到焊接点上方,摄取图像,进行分析后给出精确定位坐标。
10.测距系统
测距系统采用激光测距仪,安装在下横梁上,用与测量升降平台的高度和台车相距原点的位移,另外在机械臂的末端安装一个激光测距仪,用于测量焊接点的距离。
11.通信系统
半龙门有轨移动台车设置网络通信模块,可以和上位机实时进行通信。接受上位机指令和查询,可以将每天的工作情况、报表等数据信息传递给上位机。另外,可以将焊接时的实时图像发送给上位机,用于质量检查等分析。
12.牺牲阳极焊装步骤如下:
(1)机具和电焊设备检查
电焊机设备和角磨机等机具,正式开工前应试通电,全面检查电焊机等设备的正常运行情况,同时在电焊机等设备运行正常情况下,进行试焊,确定焊接工作电压、电流、运条速度等工艺参数。
(2)牺牲阳极质检与验收
正式焊装牺牲阳极之前,认真逐支检验牺牲阳极工作表面质量,尤其是要认真检验阳极工作表面是否存在油污和阳极体变形,不合格品一定要返修或者更换,彻底杜绝不合格产品用于工程。
(3)焊道清理
采用角磨机和电动钢丝刷坡口,彻底清除阳极焊道处的油漆和锈蚀层等杂物,确保焊接质量。
(4)牺牲阳极焊接
参照施工前确定的最佳焊接工艺参数,焊缝质量要求:焊缝长度为满焊(沿PL2-1四边满焊);焊缝高度为8~10mm;焊缝宽度为8~10mm;焊缝连续、无夹渣、无咬边、无虚焊和假焊等现象。
(5)焊缝质量自检与互检
牺牲阳极通过PL1-2焊脚施焊完工后,经焊工自检,班组长互检,最后经监理专检合格后进入下一道工序。
(6)阳极临时防护
在钢壳进入砂房前牺牲阳极焊装完成后,用橡胶皮或工装防护套将阳极防护起来,以避免阳极在砂房受到喷砂的影响,待钢壳做完成涂装后再将防护装置拆除。
(7)牺牲阳极安装完工验收
经自检和互检合格后,报送监理和总包单位进行终检,终检通过后,编制报检单正式签收。
三、结束语
超大型海底沉管隧道结构牺牲阳极安装相对复杂,技术难度大,因此,要严格按照专门的工艺流程进行安装和焊接,从而保障其质量和安全。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



