广东省现代农业装备研究所,广东 广州 510630
摘要:本文介绍了自动萎凋机组电控系统设计,该设计包括硬件选用、PLC梯形图、人机界面等组成,系统的人机界面的分控制程序和对采样信号的进行分析和计算,实现了茶叶萎凋机组的自动控制。该系统能准确控制茶叶的萎凋程度,提高萎凋的一致性和稳定性,同时大大节省人工。
关键字:茶叶自动萎凋机组;电控系统;梯形图
0 引言
萎凋是将鲜叶按一定厚度摊放,通过晾晒,使鲜叶呈现萎蔫状态。萎凋过程中,鲜叶发生一系列变化:水分减少,叶片由脆硬变得柔软,便于揉捻成条;正常而有效的萎凋,鲜叶退去青草气而产生清香,并有水果香或花香,成茶滋味醇而不苦涩。
相对传统的萎凋方式,自动萎凋机组在萎凋机的基础上改进,由自动进料装置和单台或者多台萎凋机组成。自动萎凋机组具有摊叶量大、萎凋均匀、不受天气影响等优点,实现自动进出料,自动匀料,自动萎凋,大幅提高加工效率和加工质量。
1 萎凋机组组成
萎凋机组由进料装置、萎凋机组成。
进料装置由输送皮带、输送电机、横移导轨、往复电机、左右限位开关等组成,通过PLC经过变频器来控制往复电机的正转和反转,往复电机通过减速轴带动整个输送皮带向左横移或者向右横移,向右移动触碰到右限位开关后开始向左移动,直到触碰到左限位开关,输送皮带又开始向右移动,反复左右移动。输送皮带在输送茶叶同时也左右移动,这会使茶叶落点也在左右移动,同时萎凋机的带链网带往前转动,达到平摊、推均的目地。调节往复电机变频器左右横移的速度,可以控制茶叶堆积厚度,速度越慢堆积越高,速度越快堆积薄。
萎凋机由轴流风机、带链网带、导风板、变频器、无级变速器、电光开关等组成,萎调机采用自动间歇式吹冷风方法,去除部分水分并避免茶叶温度因堆积而上升。输送带为网带结构,在输送带下方放置大风量风机用于强化萎凋效果。输送带下方安装一组均匀斜向上的导风板,通过导向可以让风量由下而上垂直穿透摊青层,达到均匀萎凋效果。变频器可以调节轴流风机的风量,避免风量太小而影响萎凋时温度过高,风量太大而吹散茶叶。
2电控系统设计
电控系统设计包括硬件选用、人机界面及PLC梯形图设计
以PLC为核心的控制、触摸屏、交流接触器、变频器、各种传感器、各种开关等组成的电控系统。控制器PLC是控制系统的核心,它采集外部的输出入信号,包括由按钮输入的信号、变送器输入的模拟量信号、触摸屏输入的信号及数据、进而执行写入其中的程序,完成控制任务,触摸屏是人机对话的窗口,用户通过触摸屏完成相关工艺参数的设定,工作模式的选择,运行状态的监视,控制系统通过控制继电器,交流接触器及变频器来控制执行元件动作。
2.1电控系统硬件选用
PLC 主机选用DVP32ES200R台达PLC广泛应用于各种工业自动化机械;台达PLC除了具有快速执行程序运算、丰富指令集、多元扩展功能卡及高性价比等特色外,并且支持多种通讯协议,均支持MODBUS主/从站模式;DVP-32ES2提供32点I/O主机,程序容量:16k steps数据寄提供100kHz的脉冲控制,可搭配各种运动控制指令 。
PLC辅助模块选用DVP04AD 模拟信号输入模块可接受外部 4 点模拟信号输入 (电压或电流皆 可),并将其转换成 14 位的数字信号。通过主机以指令 FROM/TO 来读写模块内的数据。
人机界面提供多样化的通讯端口方便于与各式各样的设备作通讯,触碰式面板可让操作者直觉的进行参数设定,液晶屏幕则可呈现给操作者机台设备的各项监控数据。此外弹性的编辑软件可让设计人员依照不同应用的需求情境,编辑所需要的呈现画面。触摸屏选择台达触摸屏DOP-115WX, 该触摸屏最高可达82M超大程序容量。支持RS232/RS485/422三组串口,人机界面又名触摸屏是一种提供操作者与自动化设备沟通的数字产品。
2.2 梯形图设计
自动萎凋机组的工作流程:装料模式→萎凋模式→出料模式。
1装料模式
运行开关M206启动后,设第一次启动时皮带向右移动,直到触发了右限位开关X42或者是左限位开关,复位第一次启动右移M380。当皮带右移触发了右限位开关X42时,皮带停止右移M382,保持左移M381。皮带开始左移,直到触发左限位开关,停止左移M381保持右移M382。进料皮带右移Y5和进料皮带左移Y6也随M381和M382在右限位X42和左限位X43之间反复左右移动。运行开关M206启动后,皮带电机Y7启动,同时输送机皮带不停的输送茶叶,整个输送机不停的往左或者往右横移,从而改变茶叶的落点位置,而达到茶叶均匀分布的要求。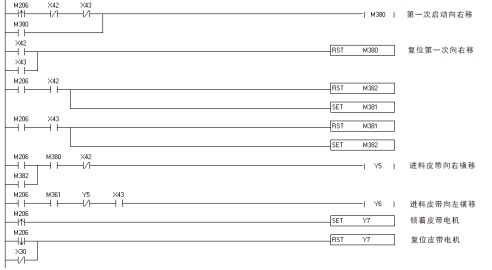
通过往复电机变频器可以调节茶叶堆放的厚度,速度越快堆料越薄,反之速度越慢堆料越厚。均布的茶叶落在带链网带上面。当茶叶运行到萎凋机的出口附近,触发了光电开关X30,经过几秒或者十几秒后,包括带链网带和输送机停机,系统视为装料模式结束。其梯形图设计如图1所示
。
图1茶叶装料模式
2萎凋模式
设计的萎凋模式有艺15种工艺可供选择,根据鲜叶的含水产、茶菁等级、环境显度等因素,设置萎凋的时间、萎凋风机转速、开启或关闭,并保存在工艺1至工艺15。每种工艺可以设置总段数最多为50段。每段可设时间为1至99小时,频率可设0至50赫兹。 自动萎凋开始后,从段号1开始运行,当段号1运行后所设的时间后自动跳入段号2,段号2开始运行所设的时间,跳入运行段号3的时间 直到运行到最后段号完。视为自动萎凋结束,系统进入一下步工序出料模式,其人机界面如图1所示。
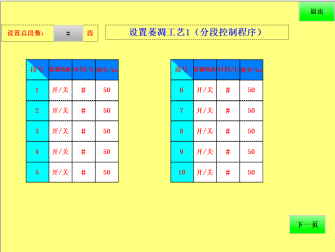
图1人机界面
每种工艺可以设置总段数最多为50段,D3001~D3050是工艺1设置时间的地址,D3051~D3100是工艺1设置风机开关的地址,D3101~D3150是工艺1设置风机频率的地地址。从D3001开始,工艺1设置时间,风机开关和风机频率三个数总有150个地址D3001~D3150,工艺2也是150个地址,使用地址D3151~D3300,工艺3同样是150个地址,使用地址 D3301~D3450. 同理直到工艺15使用地址D5101~D5250。1号运行工艺(D511)减去1等于D20,D20乘150等于D26,1号运行段号(D531)减去1等于D28,D26加D28等于E1 (地址偏移指针)。每段运行的时间,将运行的工艺的时间D3001E1单位小时转化成秒,M1013以每秒时钟脉冲(0.5秒接通,0.5关闭)每秒计数1次,存放在16位计数器C1,当C1等于设定时间值(D300)时,C1的常开点接通,运行下一段设置时间, D531+1同时复位计数器C1。如果当在运行过程中,当人为改变设定时间D300,使D300小于计数器C1时,程序会发生错误,为了防止这种情况发生,增加了程序 SUB D300 K1 C1 ,将C1的值设为D300减1,改变计数器,C1再运行时间1就会触发C1等于D300,C1常开接通动行下一段(INCP D531),同时复位计数器C1。
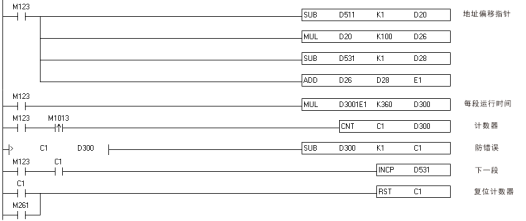
图2茶叶萎凋模式-工艺设置
每段风机只有二种状态开或者关,将D3051E1每段风机的机状态写入D341,1号运行工艺D511减1等于E2,工艺段数设置D561E2写入D261,1号运行段数D531大于设定段数D261系统复位运行开关( M801)和计数器,工艺1 分段控制程序全部完成,带链网带开始运行,直到触发光电开关,网带停止运行,视为自动萎凋结束,系统进入一下个工序出料模式。
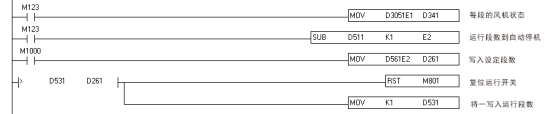 图3茶叶萎凋模式-风机运行
图3茶叶萎凋模式-风机运行
3出料模式
出料装置中贮仓有上下限位二组光电开关,茶叶通过输送机进入中贮仓后,然后触发下限光电开关,这个信号是给下一个工序(揉捻)信号.仓里的茶叶越来越多触发上限位光电开关,系统暂时关闭出料输送机和萎凋机自动出料。当中贮仓经过出料,茶叶低过上限位开关,系统经过延时,重新开启出料输送机和萎凋机自动出料。
小结自动萎凋机组电控系统的设计,实现了萎凋机组茶叶自动进出料、均匀摊料、及准确控制茶叶的萎凋程度,提高萎凋的一致性和稳定性,该设计大大节约了萎凋工序的劳动力保证萎凋机组的加工自动化运行。
参考文献
[1]刘庚强, 胡光华, 黄隆胜,等. 桑叶绿茶连续化加工生产线加工工艺研究[J]. 现代农业装备, 2022(003):043.
[2]李浩权, 胡光华. 基于PLC和触摸屏的气流膨化机控制系统[J]. 中国农机化, 2010(1):4.
[3]刘庚强, 胡光华, 李浩权,等. 广东绿茶连续自动化加工生产线工艺技术研究与应用[J]. 现代农业装备, 2020, 41(1):4.
[4]谭俊峰, 金华强, 黄跃进,等. 自动化炒青绿茶生产线的设计与应用[J]. 茶叶科学, 2010, 30(3):6.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



