中国第一重型机械股份公司,黑龙江 齐齐哈尔 161042
摘要:深孔钻镗床是用于加工孔径比1:6以上深孔的机床,工件旋转的深孔钻类似于卧式车床。HZZ1深孔钻镗床在实际生产中需要装卡超限小直径外圆的工件进行钻镗孔加工,操作者垫垫块装卡后加工,影响产品质量和加工效率。对原装卡爪改进设计,制作加长卡爪满足生产加工需求。编制并优化加工工艺,实现了加长卡爪的生产制造,加长卡爪成功应用于实际生产中,取得了良好的效果。
关键词:深孔钻镗床 加长卡爪 加工工艺 卡爪改进 工艺过程
深孔钻镗床用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等零部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻类似于卧式车床。卡爪是卡盘的零部件,是卡盘夹持工件的零件,是影响安全和加工质量的关键零件。在生产过程中,凡是直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程,统称为工艺过程。
上海重型机床厂生产的 HZZ1Ф320×6000深孔钻镗床,类似于卧式车床,工件和镗杆同时旋转。最大镗孔直径Ф320mm,最大加工长度6000mm,卡盘设计装卡外圆最小Φ300mm。实际生产中,比较多的产品需要装卡Φ300mm以下外圆的工件进行钻镗内孔,例如:专项产品有Φ150×3100mm的不锈钢工件需要钻镗Φ70mm的内孔,有些液压缸外圆直径甚至更小。机床操作者以往的做法是在卡盘的四个卡爪垫上垫块,以便于卡盘装卡超限小外圆直径的工件钻镗孔,这样做卡爪和垫块之间,垫块和加工工件之间的接触面积小,装卡不实,操作者的垫块自己选择,质量和尺寸不一,垫块上没有经过淬火的网纹,夹紧后摩擦力不足,深孔钻镗工序的切削抗力本就比较大,加上振动,在钻镗孔过程中容易出现装卡松动,工件和卡盘会有相对的转动,轻则影响加工质量和加工效率,重则造成生产事故和废品。综上所述,对原装卡爪测绘后改进了设计,设计图纸如图1所示,将卡爪前端加长,卡爪前端面为圆弧面,装夹时是卡爪的圆弧面与加工工件的外圆圆弧面接触,增加了接触面积,前端面加工出网纹面,增加了摩擦力,网纹部分进行淬火处理,防止网纹部位的变形和磨损。

图1 设计图纸
完成加长卡爪设计图纸后,加工成为难题,零部件在加工或成形过程中,采用的工艺不当将产生各种质量缺陷。卡爪丝母Tr40×6LH梯形螺纹中心轴线在卡爪的偏心位置,偏心量大,梯形螺纹底孔只有![]() ,且卡爪丝母端面与卡爪端面距离远,需要用细长杆内螺纹车刀,刀杆直径Φ25mm,内螺纹车刀需要伸出很长,刀杆为悬臂梁结构,刚度差。丝母右端面距卡爪左端面203mm,丝母左端面距卡爪右端面117mm,为使车内螺纹时细长的内螺纹车刀伸出尽可能短,避免车刀刚性不足,采取左端装卡方式,从丝母右端面开始车削Tr40×6梯形螺纹,由于丝母偏心量大,卡爪左端留工艺卡头如图2工序二所示,便于装卡和找正。各工序在机床的选择上,充分考虑我单位现有机床和生产安排情况,利用现有闲暇机床进行加工,划线后在镗床完成如图2工序二所示工序的加工,包括铣镗多余部分和钻镗梯形螺纹底孔。在普通卧式车床(精车)上四爪装卡工艺卡头,按梯形螺纹底孔和丝母右端面打表(百分表)找正,螺纹底孔找正还需借助自制芯轴,车此小直径远距离梯形螺纹,需小量多次车削方能满足加工精度,要求车床操作者有很好的技术,丰富的加工经验以及极大的耐心。内螺纹加工完成后,在数控立加上将工艺卡头的多余部分加工完成,并将卡爪前端面加工成圆弧面,前端面的横向网纹和空刀在立加加工完成,如图2工序四所示。纵向网纹在插床加工完成,如图2工序五所示。完成机加工序后,对网纹部分进行淬火热处理,如图2工序六所示,经精整工序后完成四件加长卡爪的加工,再经质量检验合格后安装到HZZ1深孔钻镗床空心卡盘上。卡爪改进实际应用良好,增强了装卡可靠性,保证了产品质量,同时缩短装卡找正时间,提高了生产效率。
,且卡爪丝母端面与卡爪端面距离远,需要用细长杆内螺纹车刀,刀杆直径Φ25mm,内螺纹车刀需要伸出很长,刀杆为悬臂梁结构,刚度差。丝母右端面距卡爪左端面203mm,丝母左端面距卡爪右端面117mm,为使车内螺纹时细长的内螺纹车刀伸出尽可能短,避免车刀刚性不足,采取左端装卡方式,从丝母右端面开始车削Tr40×6梯形螺纹,由于丝母偏心量大,卡爪左端留工艺卡头如图2工序二所示,便于装卡和找正。各工序在机床的选择上,充分考虑我单位现有机床和生产安排情况,利用现有闲暇机床进行加工,划线后在镗床完成如图2工序二所示工序的加工,包括铣镗多余部分和钻镗梯形螺纹底孔。在普通卧式车床(精车)上四爪装卡工艺卡头,按梯形螺纹底孔和丝母右端面打表(百分表)找正,螺纹底孔找正还需借助自制芯轴,车此小直径远距离梯形螺纹,需小量多次车削方能满足加工精度,要求车床操作者有很好的技术,丰富的加工经验以及极大的耐心。内螺纹加工完成后,在数控立加上将工艺卡头的多余部分加工完成,并将卡爪前端面加工成圆弧面,前端面的横向网纹和空刀在立加加工完成,如图2工序四所示。纵向网纹在插床加工完成,如图2工序五所示。完成机加工序后,对网纹部分进行淬火热处理,如图2工序六所示,经精整工序后完成四件加长卡爪的加工,再经质量检验合格后安装到HZZ1深孔钻镗床空心卡盘上。卡爪改进实际应用良好,增强了装卡可靠性,保证了产品质量,同时缩短装卡找正时间,提高了生产效率。
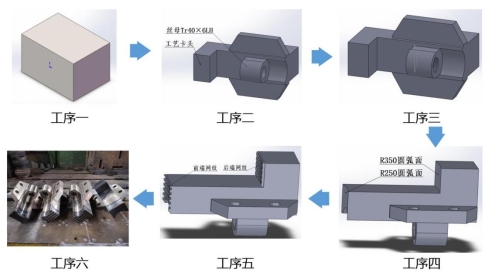
图2 主要加工工序流转图
卡爪是卡盘中用于夹持工件的零件,深孔钻镗床钻镗孔的切削抗力大,卡爪的质量影响生产安全和加工质量。从材料选择,机械加工工艺和热处理方面严格控制卡爪质量。选材的基本原则是所选材料的使用性能应能满足零部件的使用要求,经久耐用,易于加工,成本低,即从材料的使用性能、工艺性能和经济性三个方面进行考虑。有了对零部件使用性能的要求,还不能马上进行选材,还需要通过分析、计算或模拟试验将使用性能要求指标化和量化。材质调质硬度达到217-255HB,淬火硬度达到54-60HRC。材质选择组织细密的40Cr锻钢,避免实际生产中卡爪断裂,网纹部位表面淬火后有足够的硬度和抗磨性。镗序之后安排平磨工序,以平磨后的精面作为基准面,进而保证后续加工精度。在普通卧式车床(精车)上四爪装卡工艺卡头,按梯形螺纹底孔和丝母右端面打表(百分表)找正,螺纹底孔找正还需借助自制芯轴,车此小直径远距离梯形螺纹,需小量多次车削方能满足加工精度,要求车床操作者有很好的技术,丰富的加工经验以及极大的耐心。机械加工完成后,良好的热处理尤为关键,需调质后高频加热,乳化液冷却,180-200℃回火。具体生产工艺如下:

图3 加工工艺
参考文献:
【1】于骏一,邹青.机械制造技术基础.北京:机械工业出版社,2009.2
【2】杨叔子.机械加工工艺师手册【M】.北京:机械工业出版社,2011.1
【3】于永泗,齐民.机械工程材料.大连:大连理工大学出版社,2007.2
【4】杨满,刘朝雷.热处理工艺参数手册.北京:机械工业出版社,2020.6
注:张明琰、男、(1989—)、中国第一重型机械股份公司设备能源管控中心设备维修厂、通信地址:黑龙江省齐齐哈尔市富拉尔基区中国一重设备维修厂(邮编:161042)、研究方向:设备维修改造方向。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



