中国石油独山子石化公司聚烯烃一部,新疆独山子 833699
摘要:本文介绍了Innovene 气相工艺聚丙烯装置PDS系统。主要分析实际生产中PDS阀门常见的故障,并且阐述了这些常见故障的处理方法。尝试寻找优化处理降低PDS阀门故障率的方法,降低PDS阀门故障对生产的影响。
关键词:PDS阀门;故障;处理;优化;
PDS是Product Discharge System的缩写,即产品排料系统,简称PDS。独石化聚丙烯装置PDS阀门一共有31个,包括34线两个反应器出料阀门、气锁器阀门和35线反应器出料阀门。PDS阀门是装置重要组成部分,由于生产工艺的要求决定了PDS阀门必须相对快速和高频动作的特点,PDS阀门故障需处理时多数情况会造成负荷波动或降负荷,严重时会造成装置紧急停工。本文主要分析出现故障率较高原因,提出降低故障率改进建议,以及取得的良好成果。
1、装置简介
独山子石化公司聚烯烃一部聚丙烯装置采用INEOS气相聚丙烯工艺,随着市场竞争越来越严峻,能源的日趋减少,各行各业在生产过程中开始追求资源的最大利用化,提高生产效率,减少装置运行中的故障率就成了提高经济效益的重要因素。
为满足市场需求和保持产品的多样化,聚丙烯装置常年的高负荷运行,而且转产频繁,不同牌号粉料颗粒的性能、硬度等状况都不尽相同,所以PDS阀门的运行工况不断发生变化,导致PDS阀门故障率相对较高。PDS出料系统交替出料,阀门动作频繁,按反应器满负荷计算,以气锁器为例,动作频率最小阀门约为13次/小时,气锁器(图1)出料阀动作频率最高约为52次/小时,反应器出料阀(图2)动作频率则更高约为80次/小时,并且两套反应器PDS系统共有31个阀。因此阀门多,动作频次高,出料过程管线振动大,进而导致阀门故障率较高。
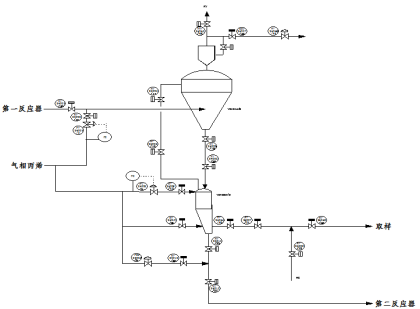
图1 气锁器简图
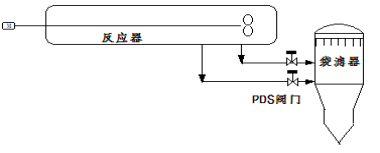
图2 反应器出料简图
2、PDS阀门及常见故障统计
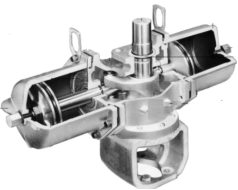
本装置PDS阀门主要使用三种:气缸主要使用Metso厂家设备,其中8"300#,阀体:E0126-62,执行机构:AW28SX;4"300#,阀体:E0126-62,执行机构:AW17SX;10"300#,阀体:E0106-30,执行机构:AW28DX。(PDS阀门见图3、4)在2022年共计阀门故障29次(表1)。

图3 PDS阀门 图4 PDS阀门驱动装置
表1 2022年PDS阀门故障统计
位置 | 故障现象 | 故障次数 | 处理 | 生产影响及预防 |
气锁器 | 现场阀门螺栓松动 | 1 | 现场巡检发现,上紧螺栓 | 及时发现,生产无波动 |
气缸仪表风线故障,阀门开关故障 | 2 | 发现及时消除 | 及时发现,生产小幅波动 | |
仪表风气缸磨损漏气阀门,阀门开关故障 | 2 | 气缸更换 | 单气锁器运行,降负荷,检修完毕后恢复 | |
现场消音器坏 | 2 | 现场巡检发现,待停时更换 | 无波动 | |
冬季太冷问题导致不到位,阀门开关故障 | 1 | 阀门磨损加大,动作不到位 | 单气锁器运行,降负荷,检修完毕后恢复 | |
阀门位置开关损坏,位置开关的连接杆断,定位不到位导致打不开 | 3 | 重新定位位置开关,更换执行机构,定位模块 | 单气锁器运行,降负荷,检修完毕后恢复 | |
阀门气缸与拨叉连接断,阀门关不上 | 2 | 更换执行机构 | 单气锁器运行,降负荷,检修完毕后恢复 | |
阀芯积料导致磨损 | 2 | 阀门动作出现不到位报警时气锁器出料程序停,及时现场检查判断,及时处理,更换 | 生产小幅波动,管线是单阀的根据需要降负荷单气锁器运行,及时更换。 | |
反应器出料线 | 出料管线焊缝裂 | 1 | 停工检修 | 重新设计安装阀门角度,调整减震器,降低出料管线振动 |
阀芯积料导致磨损,卡涩,阀门不到位导致出料程序跳单腿 | 2 | 单腿运行,及时处理,更换备用阀,此阀下线检修备用 | 及时发现,生产小幅波动,借助停工检修间隙和定期检修,对阀门下线检查 | |
块料卡堵导致阀门关不到位 | 5 | 单腿运行,及时处理,现场隔离阀门接高压氮气借助高压反顶回反应器,不能反顶处理,及时隔离泄压置换完毕后一截截拆开清理完毕后恢复 | 及时发现,生产小幅波动,阀门关不到位及时关闭出料柱塞阀,防止因阀门关不到位短时间出料过多导致后系统超压超负荷 | |
阀门冬季因电伴热问题导致不到位,阀门卡 | 2 | 气控阀、过滤减压阀在低温下出现气路不通,阀门磨损加大,动作不到位,导致跳单腿 | 现场检查伴热及保温,及时做好冬季阀门保护,给所有阀门控制气路元件加伴热保温 | |
阀门位置开关损坏,位置开关的连接杆断,定位销脱落 | 3 | 重新定位位置开关,更换定位模块 | 单腿出料,检修完毕后恢复 | |
气缸故障 | 1 | 重新定位位置开关,更换定位模块 | 单腿出料,检修完毕后恢复 |
3、PDS阀门故障率较高原因分析
3.1 极高的动作频率,需要极高的可靠性[1]。
如35-XXV-30003阀门开关频次较高,40S开关一次,每小时开关次数达到90次,全年就有720000次,超高的开关频次容易导致阀门疲劳磨损。阀门拆解后,发现阀球、阀座密封面拉伤,阀腔内集聚丙烯粉末,弹簧腔堵塞,此外阀杆与阀杆轴套间也自聚大量聚丙烯粉末。(如图5、6)


图5反应器内粉料结块图6杆轴承间隙堆积大量粉料
3.2 介质磨损
输送介质具有自聚特性,在缝隙中自聚越来越大,严重影响阀球在定位块中转动,高压差下大量介质颗粒对阀门密封面的冲刷,对阀门密封面带来极度磨损(图7、8、9、10)。

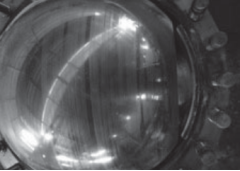
图8阀座密封面进粉料致阀体抱死图9阀门球面磨损


图10 阀体本体内部与阀座接触面均有粉料 图11阀座内壁有粉料堆积
3.3 环境温度影响
独山子冬季气温最低可达-30℃,在生产中遇到气控阀、过滤减压阀在低温下出现气路不通,控制气源露点高,在低温下出现冻堵现象。但到夏季环境温度最高可达40℃,巨大的温差对阀门长周期运行也产生了很大影响。适应聚合反应输出产物的温差变化及地区温差,要求阀门适应低温达到-45℃[2]。
3.4 运行环境
PDS阀门所在管线多为易振动管线,在运行过程中管线长期振动导致PDS阀门随之振动,从而导致阀门附件故障。
4、PDS阀门常见故障处理
4.1 反应器出料阀故障处理
反应器出料阀门故障: PDS阀门出现开关不到位故障信号时,双出料腿间隔出料程序会直接跳单腿出料,班组人员立即确认单腿出料正常。
4.1.1 现场检查故障阀门开关到位,因仪表指示不到位:
内操关闭出料柱塞阀将故障阀门BPSW=1,信号关位;检查信号处于“AUT”状态;以上条件满足后投用双腿程序运行,联系仪表调节指示到位;
4.1.2 有块料卡涩阀体:
短时间内开关对应出料柱塞阀,尝试将块料带走。若阀门故障导致管线堵塞,单腿出料维持生产并将故障阀门管线泄压、隔离、置换干净,然后恢复双腿出料。
4.1.3 阀门故障:
单腿出料维持生产并将故障阀门管线泄压、隔离、置换干净,联系仪表处理故障阀门,然后恢复双腿出料。
4.2 气锁器阀门故障处理
气锁器系统PDS阀门故障原因仪表原因导致阀门开关不到位,包括仪表风中断,管线堵塞导致压力不足等。生产过程中产生的块料导致阀门卡涩,开关不到位。现场阀门故障,包括定位销脱落,排气阀堵塞,气缸故障等。
4.2.1 气锁器PDS阀门出现ANS+或者故障关ANS-报警处理:
气锁器系统一次隔离,在两个气锁器的粉料出口阀都能够正常关闭,从而能够将气锁器系统和第二反应器隔开的时候使用。内操立即关闭对应气锁器出料柱塞阀,增大另一气锁器出料时间“7-7.5s”,气锁器压力给校验值“2.5MPa”,开大加压阀至“30%-35%”开度。外操立即现场检查故障阀门开关状态,若是现场阀门到位,DCS不到位,内操可将阀门信号打旁路状态,暂时维持双气锁器运行,外操现场监控阀门状态,并联系仪表检查处理阀门。故障阀门现场开关不到位,联系仪表检查,单气锁器运行,催化剂短时间处理10分钟之内不用降催化剂,单气锁器运行,若反应器料位涨至75%,适当点氧抑制负荷,并降负荷至16-17t/h,维持生产;配合仪表根据现场故障阀门情况处理。阀门仪表风风线脱落,外操可手动恢复;阀门阀杆断裂,配合仪表更换;阀门动作开关不到位,来回多次动作,配合仪表更换。
4.2.2 气锁器系统PDS阀门故障处理:
现场判断如果是有块料卡涩阀体,则短时间内开关对应出料柱塞阀,尝试将块料带走。若无效外操现场接高压氮气往反应器反顶,反顶无效的话,现场拆清处理。
4.2.3 阀门内部卡料造成阀门常开或关不到位:
若气锁器系统隔离时气锁器内粉料未出空,内操第一时间手动将粉料出空,若故障阀门为气锁器出料阀XV24011/13/25/27,内操第一时间打开沉降器顶部放空控制阀XV24042或24043泄压,外操现场打开气锁器和沉降器旁通线泄压。如果是出料阀故障导致的隔离,内操要手动打开管线吹扫阀门,将进料线中残存的粉料吹扫进入沉降器中,防止进料管线堵塞造成处理困难。
5 防范措施
5.1 通过对PDS阀门使用中遇到的问题以及处理过程的总结,结合PDS阀门工作环境的分析,对遇到的阀门故障以及处理过程进行剖析,提高处理效率,减少故障对生产的影响。
5.2总结同类型阀门故障类型,加强现场PDS阀门的维护保养,并制定相应的措施减少故障率。
(1)要求信息网络公司约谈重庆川仪厂家,对现场阀门失修的问题进行分析,出具的阀门维修报告中对阀球、阀座、阀杆、阀芯等进行详细说明,损坏部件更换前后对比照片要进行附图,加强阀门维修过程管控。
(2)要求重庆川仪厂家对阀门频繁动作易损坏的部件如阀球、执行机构拨叉、弹簧等应换尽换,对应当更换的阀门部件严禁重复维修,保证阀门使用质量。
(3)要求信息网络公司对现场使用的阀门周期重新进行梳理,达到阀门使用期限的一律进行更换,防止阀门使用超期导致生产波动。
(4)管线阀门增加伴热保温,冬季气温低时及时投用,夏季气温高时,停电伴热延长气缸使用寿命;同时,对阀门所处的振动管线进行治理,减小或者消除管线振动。
6 结语
通过一系列改进PDS阀门使用环境的措施和更加优化的故障处理方式,PDS阀门的故障数由2022年29次降低到2023年 5次;从处理中6次降负荷检修降低到2023年无降负荷检修。降低了阀门的故障率,延长了阀门的使用寿命,保证了装置的长周期运行,提高了生产效益。
参考文献
[1]陈星赏.聚烯烃装置产品排料阀的特性及长周期运行的对策[J].科技与企业,2011(7);
[2]中国石油独山子石化聚烯烃一部聚丙烯装置INEOS工艺技术手册。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



