1 . 陕西中烟工业有限责任公司 旬阳卷烟厂 725700
摘 要:在卷烟实际生产过程,滤嘴棒接装过程中接装纸是主要耗材之一。好猫金猴王接装纸单箱消耗年平均为1.4897kg/箱,与工艺定额消耗1.4175kg/箱比较相差较大。通过实验发现接装纸损耗过大主要原因为①左右纸盘共用一个拼接设定值;②计数信号采集方式与车速不匹配。针对以上问题团队设计一套计数控制程序实现设定值与左右盘一一对应,更换新的计数信号采集方式。最终将接装纸单箱消耗平均为1.4814kg/箱,达标率由改进前的46.7%提高到100%,取得了巨大的经济效益,同时具有很强的推广价值。
关键字:ZJ19卷烟机;接装纸;计数器;信号采集;效益
降低能耗长久以来都是工业生产的重要部分,材料大量损耗不符合公司节能减耗的目标方针。卷包车间作为卷烟材料消耗的主控部门,其中帕西姆ZJ19卷烟机在卷烟生产生产过程中,接装纸是主要耗材之一【1】。接装纸又名水松纸,是一种卷烟用包装材料,专供卷烟厂用作滤嘴的外包装,属特种工业用纸【2】。
1 现状描述
工厂好猫金猴王接装纸单箱消耗平均为1.4897kg/箱,与工艺定额消耗1.4175kg/箱比较,仍然显高。统计数据显示未达标的数据为32次,占全年60组数据的53.3%,说明具体到机台和每月有一半以上的消耗未达到厂部的对标指标要求。
2 原因分析
2.1 症结分析
如图2-1,工厂好猫金猴王接装纸单箱消耗最大值为1.4935kg/箱、最小值为1.4847kg/箱;均值为1.4897kg/箱,生产过程单箱损耗均值为0.0724kg/箱;有一半以上的数据超过了1.49kg/箱。移动极差均值达到了0.0018kg/箱,说明好猫金猴王接装纸单箱消耗波动大,控制不够精准。
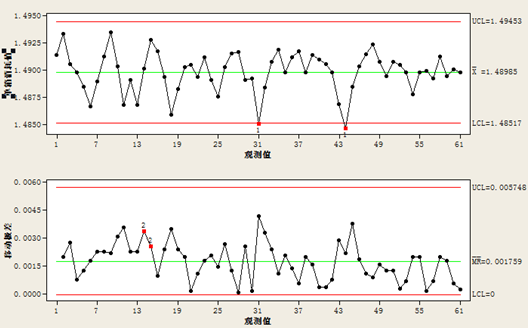
图2-1 接装纸消耗控制图
调研发现:接装纸拼接剩余纸量消耗为0.0405kg/箱,占生产过程损耗0.0724kg/箱的56%。测量好猫金猴王卷烟接装纸拼接剩余纸量平均为18.8米/盘,是《ZJ19机组调试手册》规定接装纸拼接最大剩余纸量15米/盘的1.25倍【3】。
综上确定好猫金猴王卷烟接装纸拼接后剩余纸量大是造成好猫金猴王卷烟接装纸单箱消耗大的主要症结。
2.2 要因确定
2.2.1 左右纸盘共用一个拼接设定值
调研发现生产金猴王卷烟的5台ZJ19机组不同程度出现接装纸拼接剩余纸量一个盘大,一个盘小的情况。经分析得出是设计上存在缺陷,一个拼接设定值不能兼顾左右纸盘两个计数器。当左右两只光电管在使用一段时间后,灵敏度和光电性能会不同程度下降,使左右纸盘计数器在拼接时计数值不相等,为了保证拼接成功,只能将计数器设定值设为较小计数值,比如拼接时左纸盘计数为50,右纸盘计数为48,则计数器设定值取48,这样就会造成接装纸拼接余量一个盘大,一个盘小。进行试验将拼接直径设为左盘93mm,右盘设为90mm,进行50次拼接试验,试验拼接率为100%,剩余纸量为15m/盘以内。左右纸盘共用一个拼接设定值导致拼接剩余纸量过多。
2.2.2计数信号采集方式与车速不匹配
现拼接纸电气系统所用的SIEMENS 300 PLC工作方式为循环扫描,一个扫描周期在10-100ms之间,由程序长短决定。计数脉冲有效宽度为11.5ms,当计数脉冲信号出现在读取输入时间段内,则信号被采集,当计数脉冲信号未出现在读取输入时间段内,则信号丢失,设定值就会向小设置,拼接剩余纸量就会随之升高。将脉冲信号接入高速计数模块和数字量输入模块,机器在不同的车速下运行,以10000为基准,比较二者的计数值,判断是否有信号丢失。测试得当车速在5000r/min以下时,数字量输入模块的采集成功率能够达到100%,但随着速度的升高到8000r/min其采集成功率逐渐下降。将车速设置为4800r/min,右盘拼接直径设为89mm,测试50次,平均剩余纸量18.5m/盘,重量0.0405kg/箱。将拼接直径改设为90mm,测试50次,平均剩余纸量14 m /盘,重量0.0356kg/箱。可以得到每丢失一个计数脉冲,拼接剩余纸量将会增加4.5 m /盘或0.0049kg/箱。计数信号采集方式与车速不匹配导致拼接剩余纸量过多。
3 改进方法
3.1左右纸盘对应拼接设定值
鉴于左右盘拼接需要不同设定值,故独立设计一套计数控制程序实现设定值与左右盘一一对应,硬件使用SIEMENS 300 PLC组件和SIEMENS SIMTATIC PANEL 170A触摸屏。利用SIMTATIC Manager软件编写计数程序、Wincc flexible软件编写触摸屏程序,Profibus DP通讯总线实现触摸屏与PLC的通讯,从而实现计数值的设定和显示。新计数控制系统与原拼接程序的对接,实现拼接动作。根据程序生成的符号表和设计的接线图
【4】3-1,将各个信号接入PLC,将原计数控制程序屏蔽,新计数控制系统投入使用。
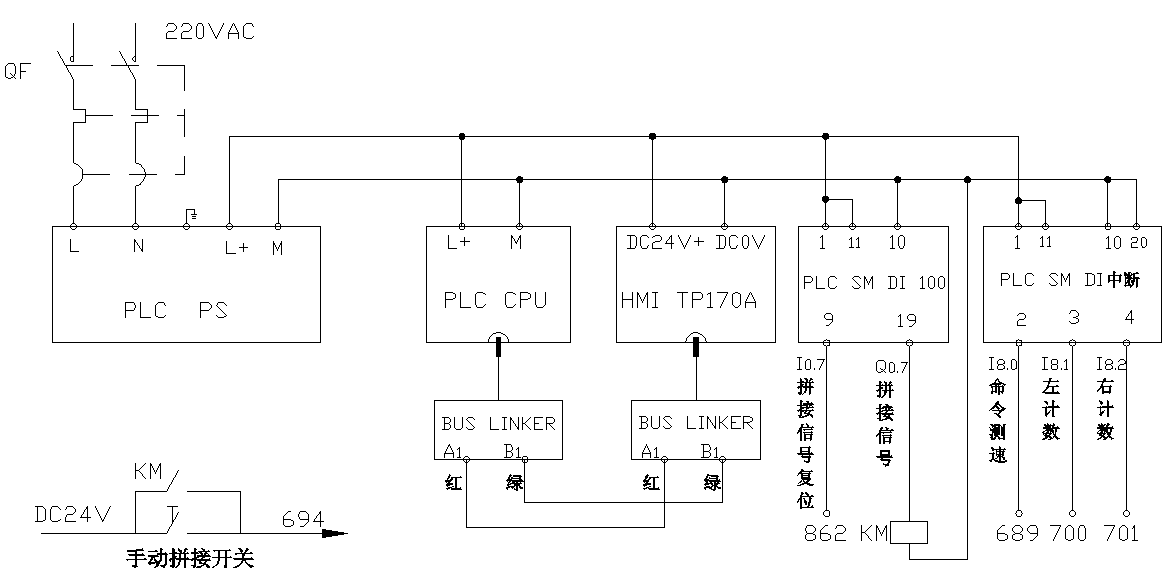
图3-1 电气原理接线图
实验得左盘计数器设定值N=43时,拼接成功率为100%,剩余纸量13.8m/盘为最优;右盘计数器设定值N=42时,拼接成功率为100%,剩余纸量13.5m/盘为最优。
3.2 中断模块采集计数脉冲信号
利用SIEMENS SIMATIC计数软件对中断模块的计数率进行测试,将脉冲信号同时接入高速计数模块和中断模块,机器在不同的车速下运行,以10000为基准,比较二者的计数值,判断是否有信号丢失。无论在那种车速下,中断模块脉冲采集率都为100%,SIEMENS SIMATIC计数软件对中断模块的计数率达到使用要求。
4 应用效果
对ZJ19机组接装纸单箱消耗情况进行跟踪统计,用于验证对策实施后其稳定性,统计情况见表4-1。
表4-1 ZJ19机组好猫金猴王接装纸消耗情况统计表
拼接设定值 | 产量 | 接装纸消耗计 | 接装纸剩余纸量消耗 | 拼接成功率 | ||
左盘 | 43 | 3200箱 | 4740kg | 103kg | 13.8 m /盘 | 100% |
右盘 | 42 | 13.6 m /盘 | 100% | |||
平均 | 1.4815kg/箱 | 0.0322kg/箱 | 13.7 m /盘 | 100% | ||
改进后好猫金猴王卷烟接装纸单箱消耗平均为1.4814kg/箱,好猫金猴王卷烟接装纸单箱消耗数据在1.4810kg/箱-1.4818kg/箱之间,全部小于1.49kg/箱,达标率由改进前的46.7%提高到100%。移动极差曲线更趋平稳,移动极差平均值由活动前的0.0018kg/箱降低到活动后的0.0002kg/箱,说明好猫金猴王卷烟接装纸单箱消耗控制的精度得到了加强和提高。直接经济效益达到5万元,节省改造费用49万元,产生总效益54万元。该次改进降低了拼接纸损耗,未对设备性能及安全运行造成影响,具有推广价值。
参考文献
[1]GB 5606-2005 卷烟 第三部分:包装、卷制技术要求及贮运[S].
[2]王海梅,骆光林. 水松纸印刷加工工艺分析[J].中国印刷,2006,(12):82-84.
[3]徐素军,杨艳霞.卷接包装工专业知识[M].郑州:河南科学技术出版社,2012.12.
[4]孙志强,贾会志.ZB45/ZB25型包装设备电气维修[M].郑州:河南科学技术出版社,2014.10.
作者简介:叶林1979年6月,男,汉族,陕西旬阳,陕西中烟工业有限责任公司旬阳卷烟厂,电工高级技师,电气维修。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



