中国航发西安动力控制 科技有限公司 陕西西安 710077
摘要:为了控制航空发动机的重量,保证重要部位的特殊质量要求及型腔内的复杂结构,并提高零件的可修理性,延长零部件的使用寿命,一般的组件在关键的配合部位都是通过在壳体内部压入衬套来达到以上的性能要求。
以前的产品经过一个周期的使用之后需要分解之后进行修理,而有些衬套经过磨损之后已无法直接进行修理,需要更换衬套进行修理。也有部分组件在正常加工的过程中出现一些偶然的因素需退套后进行重新加工。这必然就涉及到退套的工艺方法,经过这些年的修理加工,一般衬套的退套方法已经比较成熟,然而对于一些特殊零件的退套方法仍处于探索阶段。
关键词:薄壁衬套;铬层;高硬度
1 问题的产生
某组件加工过程中需将衬套1(如图一)压入壳体孔,此衬套在压入壳体时只需将衬套压入壳体至止靠即可,由于操作工未仔细查看图纸,导致衬套1反向压入壳体(如图二)。壳体上的油路环槽完全被衬套堵死,从而导致组件的油路不通。因此,需将此衬套退出并对组件重新进行加工。
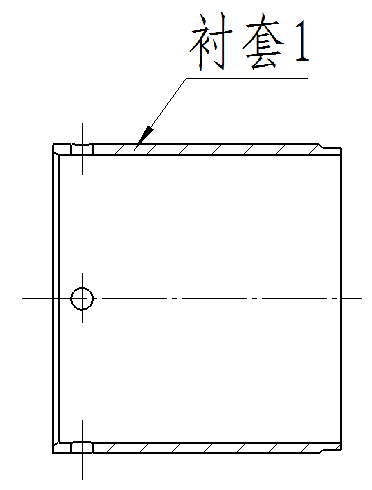
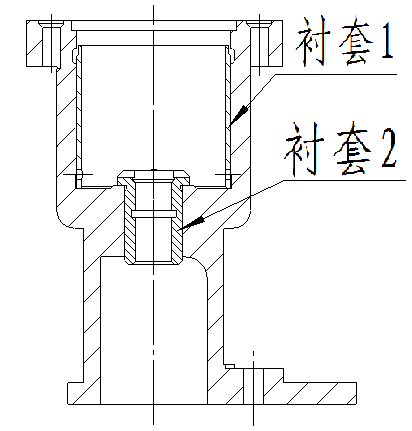
图一 图二
2 问题分析
一般对于盲孔衬套的退套是在衬套内孔加工螺纹,然后通过螺纹将衬套与退套工装连接起来进行退套。但此衬套的单边壁厚只有1.5mm;再者,此衬套的内孔还镀有铬层,硬度也比较高,故此衬套内孔的螺纹无法加工,此种方法也就无法实施。因此,考虑直接使用镗床对衬套进行加工,将衬套直接镗掉。
3 退套过程的实施
3.1 镗床退套
通过对零件的分析决定采用镗床直接将衬套镗掉,由于壳体底面平整,故无需组装夹具,直接使用压板将零件固定于工作台上。首先单孔找正衬套孔,找正之后选好镗刀,调整好机床参数进行镗削。当刀具接触到零件时我们发现由于衬套的铬层硬度太高,竟然使镗刀都发生了弯曲,所以我们立即将刀具退出停止加工,放弃了此方案。
3.2 数控磨床退套
经过镗床试验,我们确定一般的切削加工都无法顺利的对衬套进行加工。考虑到数控磨床的刚性好,且切削抗力小,故希望通过磨床对衬套进行加工,将衬套孔内的铬层磨掉,然后再使用镗床将衬套退出。将壳体拿至数控磨床才发现磨床的砂轮直径较大,而此壳体孔底部的中心有一凸台,使用砂轮无法对衬套的根部进行加工,最终会导致衬套底部有一环带留在孔内无法退出。故此方案也不可行。
3.3 使用组合工装退套
至此,使用机床对衬套进行加工从而将其退出的方法已经被排除。对于此问题的解决思路又回到了使用连接将衬套直接拔出的方法上。通过仔细分析此衬套结构可知此衬套根部均匀分布了四个小孔(如图一),可以利用这四个小孔连接此衬套与退套工装,从而将其退出。故考虑做四个销子,使四个销子的一端插入衬套小孔内,另一端也相应的加工有孔的退套器与之配合,从而通过将与销子配合的退套器拉出的同时将衬套带出。但细细观察组件的结构发现衬套2的凸缘已经超过了衬套1的小孔(见图二),若想将销子从退套器中穿入衬套孔中则必须使退套器的内孔与衬套2的凸缘外圆让开一段距离。经查,此衬套的凸缘外圆部分的直径为φ20,而衬套1的内径为φ40,再加上需将销子装入衬套小孔而留出的空间,销子与退套器配合的最多也就5mm(见图四)。由于衬套1壁厚只有1.5mm,故销子与衬套的连接长度只有1.5mm。销子与两边的连接长度都较短,最终会导致销子连接的不稳定,导致退套的过程中衬套受力不均匀,不仅不容易将衬套退出,也容易破坏壳体孔。

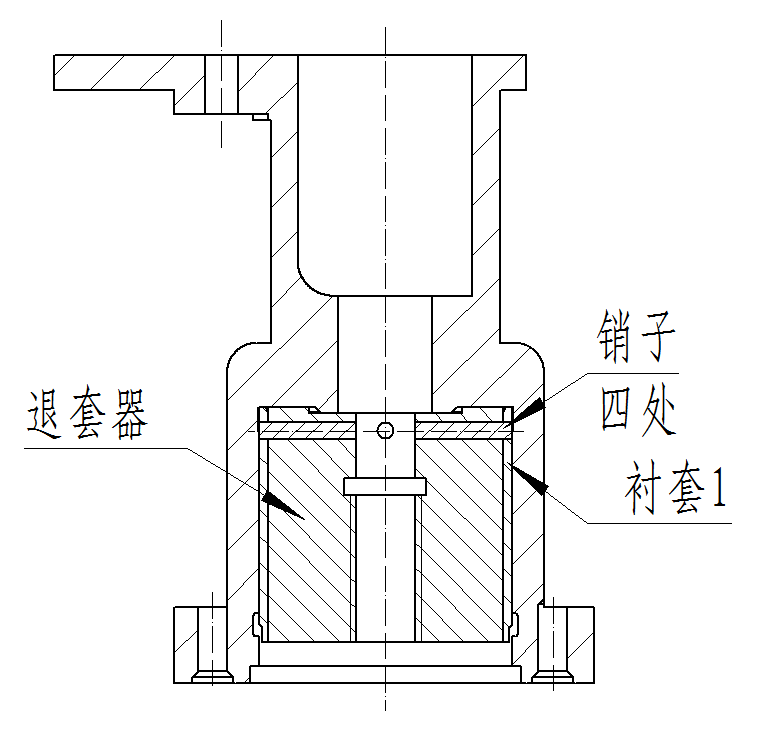
图四 图五
由于受此空间限制,故考虑将衬套2退出后再设计退套工装对衬套1进行退套。通过计算尺寸可知壳体的凸台低于衬套孔边缘到衬套端面的距离,所以壳体孔底的凸台不影响退套器与销子的连接长度。为了减少工装的制作,退套时使用生产现场已有的M12的螺杆连接退套器与退套工装,故将退套器的内孔尺寸设计为φ10,连接处得螺纹设计为M12,外圆与衬套1进行配合为φ40,则单边销子孔的长度为15mm,而这15mm的长度则足以保证销子在退套过程中的稳定性。最终设计的退套器与壳体中的衬套连接后结构比较紧凑(见图五),可以保证退套过程的稳定。
考虑退套前的装配过程,销子需先装入退套器的孔中,将退套器装入衬套孔中之后还需将销子推入衬套孔内,为了保证销子能够顺利的进入衬套孔内,将退套器的销子孔尺寸按衬套孔的下差给出,销子又和退套器的孔留有一定的间隙。最终在衬套被拽出时销子将受到比较大的剪切力,而销子的直径受到衬套孔径的限制无法加大,故此处将是整个结构中最为脆弱的部分,为了保证其强度,也方便生产现场准备材料,将此零件的材料定为45钢。
此组件中壳体的材料为铝材,衬套为钢件,由于两种材料的热膨胀系数大小不一,铝材的热膨胀系数大于钢件的热膨胀系数,故可以利用加热的方法来减少衬套与壳体孔之间的紧度,从而减小衬套的受力。
将退套器顺利装入壳体之后,为了保证销子不从孔内滑出在φ10孔中插入一芯棒,然后将壳体装入电热干燥箱中加热至180°并保温一小时。然后将壳体取出放置于退套平台上,连接专用的退套工装,最终使用重块敲击将衬套拽出。
4 小结
经过此次退套的实施过程使我们能够清楚的认识到对于特殊材料及形状的衬套退套过程中普通的机械加工方法的局限性,而利用零件的特殊结构以及材料的特殊性制作特殊结构的工装并安排合理的退套工序却能将衬套顺利的退出。在以后的退套方案分析过程中可以参考本文中所提到的退套方法,确定合理的退套方案,提高生产效率。
3 / 3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



