荆门技师学院 湖北 荆门 448000
摘要:校企合作不仅在于人才的共同培养、课程的共同开发,还在于为企业解决生产实际中遇到的难题,本文是荆门技师学院机械工程系承担的某企业钳型壳体类零件的工艺改进课题,对工艺思考及改进结果进行了阐述。
关键词:校企合作 通用性 高效性 协同性

图1 钳形壳体零件图
作为培养高技能人才的技师学院,在校企合作的过程中,经常会遇到企业生产同类型零件工装的通用性问题和为提高生产效率进行工艺改进的问题,学院从企业实际出发,解决了难题,为企业带来了明显的效益,现将工艺思考及工装改进分享如下。
一、原工艺路线
零件图纸如图1,材料是铸铝,加工工艺性较好,月加工量约2万件。原工艺设计如表1。
表1 原工艺设计
序号 | 工序名称 | 工步 | 工步内容 | 刀具名称 | 机床名称 | 机床台数 |
一 | 主孔及滑动 轴孔加工 | 1 | 铣钳口 | Ф125三刃盘铣刀 | 850立式 加工中心 | 2 |
2 | 粗镗主孔 | 粗镗刀 | ||||
3 | 铣削R槽 | 槽刀 | ||||
4 | 铣削上环槽 | 上环槽刀 | ||||
5 | 铣削下环槽 | 下环槽刀 | ||||
6 | 粗镗主孔 | 精镗刀 | ||||
7 | Ф8和Ф5.3孔点钻 | Ф10中心钻 | ||||
8 | 钻Ф11孔 | Ф11合金钻头 | ||||
9 | 钻Ф8底孔 | Ф7.8合金钻头 | ||||
10 | 铰Ф8孔 | Ф8合金铰刀 | ||||
11 | 加工孔口Ф14环槽 | 定制环槽刀具 | ||||
12 | 钻Ф5.3孔 | Ф5.3合金钻头 | ||||
二 | 加工放气嘴 | 1 | 定心及M8孔口倒角 | Ф14倒角刀 | 立式加工中心,两个工装装在一台机床上,换位加工,Ф14倒角刀可以同时对两个孔口倒角,节省调刀时间。 | 2 |
2 | 锪孔口平面 | Ф14平面锪刀 | ||||
3 | 钻螺纹底孔 | Ф6.7合金钻头 | ||||
4 | 钻Ф3.2通孔 | Ф3.2钻头 | ||||
5 | 攻螺纹 | M8*1.25-6H丝锥 | ||||
三 | 加工进油嘴 | 1 | 铣削背面标识区 | Ф50面铣刀 | ||
2 | 定心及M10孔口倒角 | Ф14倒角刀 | ||||
3 | 锪孔口平面 | Ф20-16复合锪刀 | ||||
4 | 钻底孔 | Ф8.8合金钻头 | ||||
5 | 攻螺纹 | M10*1.25-6H丝锥 | ||||
6 | 铣背面缺口 | Ф8.3立铣刀倒角2 |
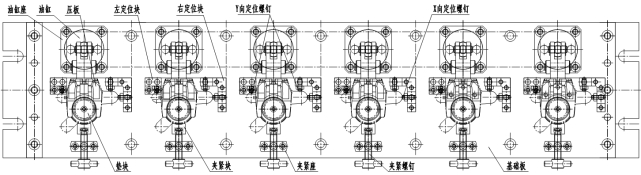
图2 工序一装夹示意图
![]()
![]()


图3 工序二装夹示意图 图4 工序三装夹示意图
(一)工艺分析
1.工序一
从图2中可以看到,一台机床同时加工6件,零件靠两个Y向螺钉、一个X向螺钉和底部垫块定位,限制六个自由度,并由油缸压板和螺钉夹紧块夹紧,定位和夹紧均稳定可靠。
加工工时(含装夹时间)约140秒/件。
2.工序二、工序三
两道工序的夹具同时安装在一台机床上,一是为了节省加工时间,二是为了节省转运的时间和人力。从图3、图4可以看到,零件均采用一面两销(圆柱销和菱形销)定位,气缸夹紧,定位和夹紧均稳定可靠,同时两道工序的夹具同时安装在一台机床上,这样的工艺安排一是节省了加工时间和转运时间,二是节省了人力。
加工工时(含装夹时间)约90秒/件。
(二)存在的问题
1.单种零件加工占机时间长
生产节拍(含过程中去毛刺和检测)约70秒/件,操作者每天三班每班上班8小时,机床加工6.5小时(减去休息、故障、调试时间),约生产1000件,20天可完成生产任务。
有三方面的原因,一是加工效率不高;二是和该零件类似(即左右型或大小差异不大)的其他三种零件加工时,夹具不具有通用性,更换夹具时间等加工准备繁琐且用时较长;三是工序用时差别较大,协同性不够(同时加工6件和加工1件),导致操作者生产节奏易被打乱造成故障率、不良率提高,同时也降低了整体效率。
2.工序一的夹紧方式耗费操作者体力过多。
3.单位产出(机床工时效益)低。
二、问题分析
(一)数据分析
将机床工作台大小、X、Y轴行程、各零件的子夹具系统模型、旋转轴旋转角度、桥板大小和毛坯等在CAD软件中进行零件摆放和数据测量,看是否会超限和产生干涉。
(二)保守测算
将工序进行重新整合后,用保守加工参数进行生产节拍测算,看生产效率和单位产出是否有提高,提高的空间有多大。
(三)现场测试
夹具试制完成后,特别针对四轴进行测试,看是否能达到预期效果。
三、结论和建议
通过对问题进行全面梳理和分析后得出以下结论和建议:
(一)定位和夹紧
各个工序的定位、夹紧方式合理。工序一中螺钉夹紧方式因机床工作台大小和Y向行程限制,无法使用气动或液压装置等方式快速夹紧;
(二)工序一
1.可采用子夹具系统;
2.原基础板和油缸位置不变;
3.各子夹具系统打标识别;
4.油缸座高度需增加;
5.压板根据零件同步更换,头部加装调节螺钉;
6.主孔采用数控车床加工,制作数车夹具。
以上措施解决快速转产问题。
(三)工序二和工序三
1.采用四轴(俗称假四轴)加工中心,自动转位完成背面和所有孔位加工,使两道工序真正合二为一;
2.可在旋转轴桥板上同时放置6个零件,解决协同性问题。
四、工艺改进
(一)工序一
改进成果如图5所示。定位零件和夹紧座、夹紧螺钉均放置在子夹具底板上,底板在基础板上用两销定位,两螺钉锁紧。
使用加工中心1台,加工工时(含装夹时间)约60秒/件。
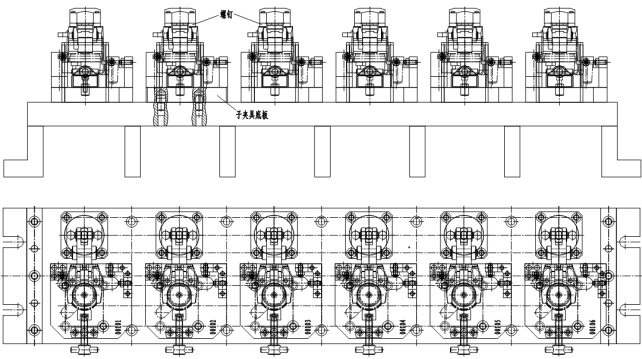
图5 更改后工序一装夹示意图
(二)工序二
改进成果如图6所示。定位板放置在底板上,可快速更换;通过旋转轴旋转摆正各孔位完成加工。

图6 更改后工序二装夹示意图
使用加工中心1台,加工工时(含装夹时间)约60秒/件。
(三)工序三
改进成果如图7所示。采用一面两销定位,在主轴液压推杆前端安装夹紧块对工件进行液压夹紧,定位夹紧可靠。
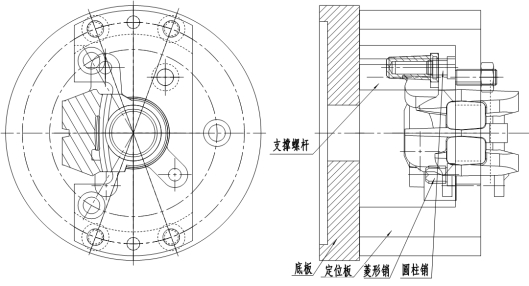
图7 主孔数车夹具示意图
支撑螺杆可以防止螺母锁紧和液压推力夹紧工件时使定位板产生变形。底板与机床过渡盘连接后锁紧在车床主轴上。
加工时通常采用斜导轨数控车床。投入车床2台,加工工时(含装夹时间)约50秒/件。
五、成果与不足
(一)企业方面
1.机床总体价值约下降15%。
2.单个零件占机时间降低,效率明显提升20%以上。机床调试和转产时间大大降低,机床实际加工时间达到每班7小时,每天产量约1260件,约16天即可完成单件产品的月需求量。
3.零件合格率提升约5%。工艺改进后,协同性更优,孔位精度、主孔表面粗糙度等明显提高。
4.数控车床加工因是单件加工,虽劳动强度不高,但仍易造成疲累。
(二)学院方面
1.此次工艺改进项目学院安排2位老师主导研究,改进成功后,经企业同意,作为实践课题用于学院预备技师班教学。根据工艺改进进程,引导学生思考、学习,并带学生进企业进行实际对照,找差距,拓思路,起到了良好的教学效果。
2.学院应抓住校企合作的契机,以“教师+优秀学生”模式更多参与企业工艺改进与革新,在生产实践中培养建设优质的“双师型”教师队伍,也让学生能快速成长为企业可用的高技能人才。
总体来讲,通过工艺改进和实际加工中对加工参数的优化,达到了为企业增收的最终目的,巩固了校企合作的成果,提高了学院的品牌效应。
(收件人姓名:何有恒,单位:荆门技师学院,住所:湖北省荆门市漳河新区爱飞客大道16号,邮编:448000,电话:13451181187,电子信箱:hyhauto@163.com)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



